English
English русский
русский Español
Español
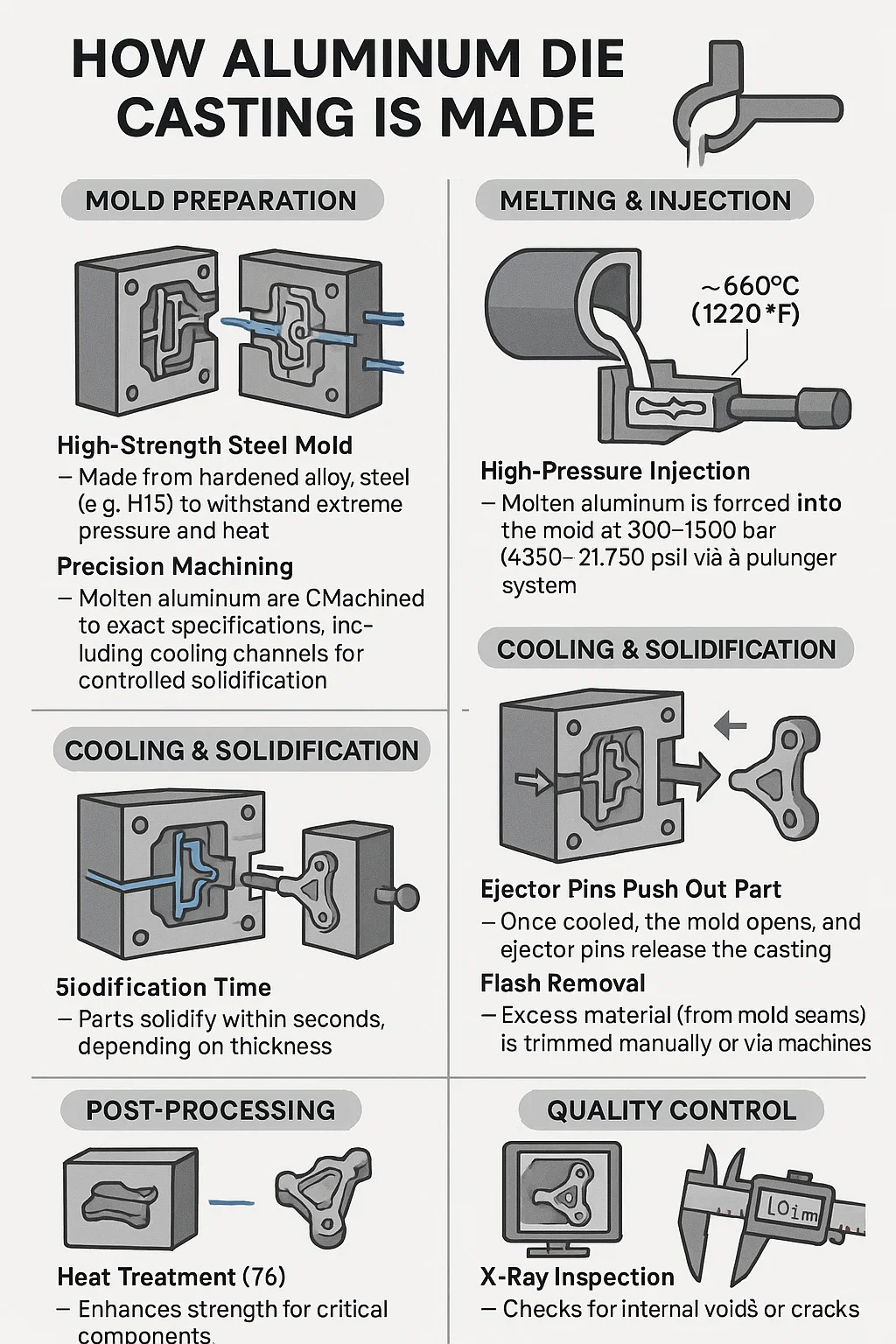
How Aluminum Die Casting is Made
1. Mold Preparation
High-Strength Steel Mold – Made from hardened alloy steel (e.g., H13) to withstand extreme pressure and heat.
Precision Machining – Mold cavities are CNC-machined to exact specifications, including cooling channels for controlled solidification.
2. Melting & Injection
Aluminum Alloy Melting – Special alloys (like A380 or ADC12) are melted at ~660°C (1220°F) in a furnace.
High-Pressure Injection – Molten aluminum is forced into the mold at 300–1500 bar (4350–21,750 psi) via a plunger system.
3. Cooling & Solidification
Rapid Cooling – The mold's water channels ensure uniform cooling, preventing warping.
Solidification Time – Parts solidify within seconds, depending on thickness.
4. Ejection & Trimming
Ejector Pins Push Out Part – Once cooled, the mold opens, and ejector pins release the casting.
Flash Removal – Excess material (from mold seams) is trimmed manually or via machines.
5. Post-Processing
Heat Treatment (T6) – Enhances strength for critical components.
Surface Finishing – Sandblasting, polishing, or anodizing for corrosion resistance.
6. Quality Control
X-Ray Inspection – Checks for internal voids or cracks.
Dimensional Testing – Ensures parts meet tight tolerances (±0.1mm).
Key Challenges & Fixes
| Issue | Cause | Solution |
| Porosity | Trapped air/gas | Vacuum-assisted casting |
| Warping | Uneven cooling | Optimized mold cooling channels |
| Sticking | Aluminum bonds to mold | Advanced mold coatings (e.g., TiN) |