English
English русский
русский Español
Español
Content
- 1 The Short Answer: How Die Casting Works
- 2 The Die Casting Process Step by Step
- 3 Hot Chamber vs. Cold Chamber Die Casting
- 4 Materials Used in Die Casting
- 5 Die Design and Tooling
- 6 Key Process Parameters and How They're Controlled
- 7 Common Defects in Die Casting and Their Causes
- 8 Variations and Advanced Die Casting Methods
- 9 Die Casting vs. Other Metal Casting Processes
- 10 Industries and Applications Where Die Casting Dominates
- 11 What to Expect in Terms of Tolerances, Surface Finish, and Lead Time
The Short Answer: How Die Casting Works
Die casting is a metal forming process in which molten metal is injected under high pressure into a hardened steel mold — called a die — and held there until the metal solidifies into the exact shape of the cavity. Once solid, the die opens, ejector pins push the part out, and the cycle begins again. A single die can repeat this sequence hundreds of thousands of times before it wears out.
The process is primarily used with non-ferrous alloys: aluminum, zinc, magnesium, and copper-based metals. Injection pressures typically range from 1,500 psi to over 25,000 psi, which is what allows die casting to produce parts with thin walls, tight tolerances (often ±0.002 inches), and smooth as-cast surface finishes without extensive machining afterward.
If you need tens of thousands of identical metal parts — automotive brackets, electronics housings, plumbing fittings, appliance components — die casting is almost always the most cost-efficient manufacturing method once you've absorbed the upfront tooling cost.
The Die Casting Process Step by Step
Understanding how die casting is done requires walking through each stage of the production cycle. While different machines and alloys introduce variations, the fundamental sequence is consistent across the industry.
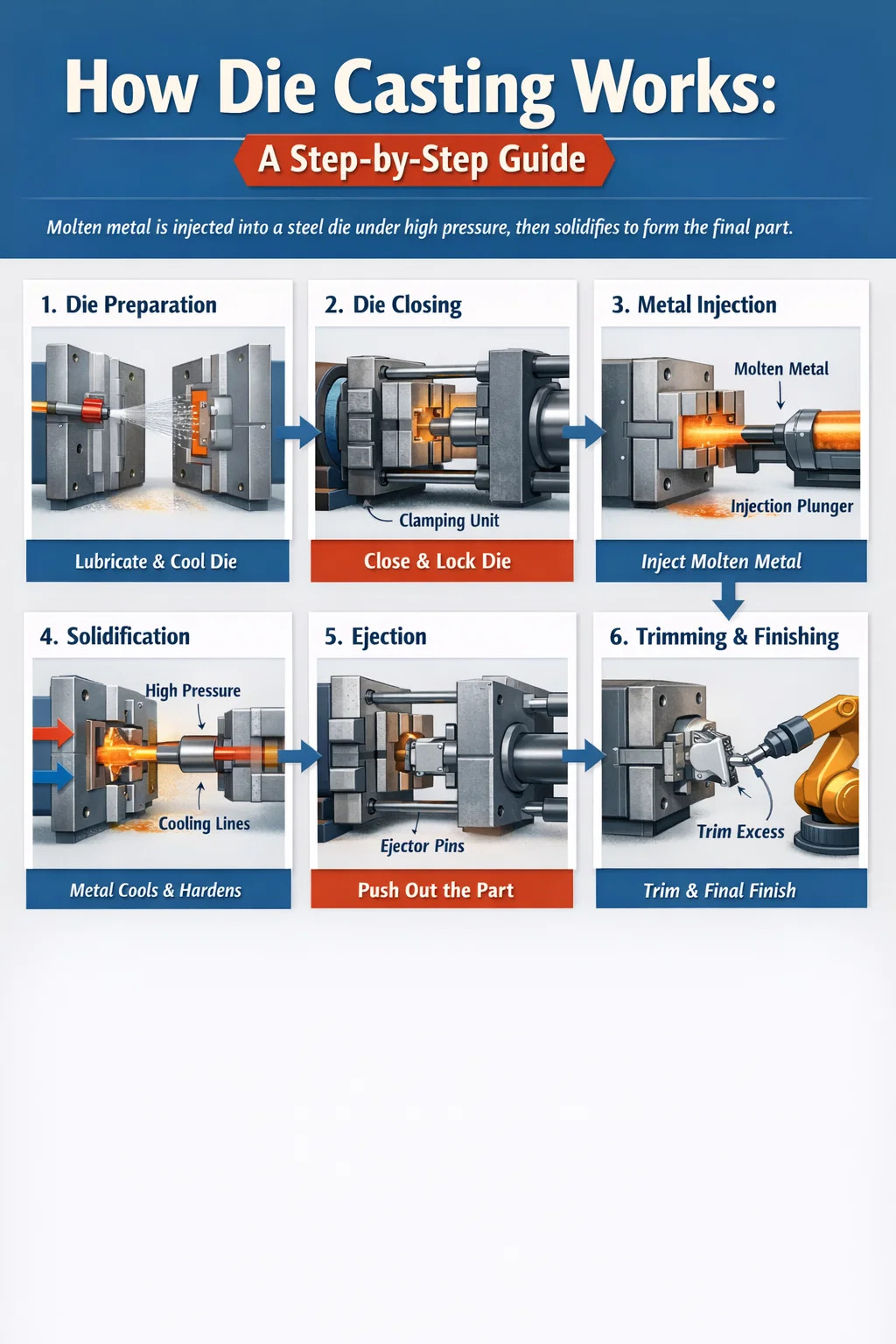
Step 1 — Die Preparation and Lubrication
Before each shot, the die halves are sprayed with a lubricant or release agent. This serves two purposes: it helps the solidified casting eject cleanly without sticking, and it cools the die surface slightly to maintain a consistent thermal profile. Water-based die lubricants are the most common choice in modern shops because they reduce smoke and comply with environmental regulations. The spray cycle typically takes two to five seconds and is automated on high-volume lines.
Step 2 — Die Closing and Clamping
The die casting machine clamps the two die halves together with enormous force. This clamping force is measured in tons and must exceed the force that the pressurized molten metal will exert on the die faces during injection. A machine rated at 500 tons holds the die closed with 500 tons of clamping force. Machines range from under 100 tons for small zinc parts up to 4,000 tons or more for large aluminum structural components. If the clamping force is insufficient, molten metal can flash out between the die halves, creating thin fins on the part and potentially damaging the tooling.
Step 3 — Metal Injection
This is the defining step. Molten metal is pushed into the die cavity through a system of channels — a sprue, runners, and gates — that direct flow into the part geometry. In cold chamber machines, a measured shot of metal is ladled or automatically poured into a shot sleeve, and a hydraulic plunger drives it forward. In hot chamber machines, the injection mechanism is submerged in the molten metal bath and pulls a precise charge directly. Injection speed can be adjusted in phases: a slow first phase fills the runner system, and a fast second phase fills the part cavity to prevent premature solidification. Fill times for the cavity itself are often between 10 and 100 milliseconds.
Step 4 — Intensification and Solidification
Immediately after the cavity fills, the machine applies intensification pressure — a secondary, higher pressure surge — to pack more metal in and compensate for shrinkage as the casting solidifies. This pressure is maintained for a dwell time, typically one to thirty seconds depending on wall thickness and alloy. The die itself acts as a heat sink; its internal cooling channels carry water or thermal oil to extract heat quickly and consistently. Faster cooling allows shorter cycle times and finer microstructure in the finished part.
Step 5 — Die Opening and Part Ejection
Once the metal has solidified sufficiently, the clamping unit retracts and the die halves separate. The casting stays on one half (the ejector half) because draft angles and geometry are designed that way. Ejector pins — hardened steel rods set into the die — advance and push the part free. The pins leave small circular witness marks on non-critical surfaces of the casting. A robot or human operator removes the part, and the cycle restarts.
Step 6 — Trimming and Finishing
The raw casting comes out attached to the runner and gate system, and often has thin flash along parting lines. A trim die in a hydraulic press shears off the runners and excess flash in a single stroke. Further finishing depends on the application: shot blasting for cosmetic surfaces, CNC machining for threaded holes or precise bores, heat treatment for structural aluminum alloys, and surface coatings like anodizing, powder coating, or chrome plating.
Hot Chamber vs. Cold Chamber Die Casting
The two main machine types each suit a different range of alloys. Choosing the wrong type for a given material will either destroy the machine or produce poor-quality parts.
| Feature | Hot Chamber | Cold Chamber |
|---|---|---|
| Injection system location | Submerged in molten metal | Separate from furnace |
| Compatible alloys | Zinc, magnesium, lead, tin | Aluminum, brass, magnesium (high-temp) |
| Cycle speed | Faster (up to 18 shots/min for zinc) | Slower (manual ladling adds time) |
| Maximum injection pressure | ~2,500 psi | Up to 25,000+ psi |
| Part size range | Small to medium | Small to very large |
| Porosity tendency | Lower | Moderate (managed by process control) |
Hot chamber machines cannot be used with aluminum because aluminum dissolves iron at typical casting temperatures, rapidly attacking the steel gooseneck and plunger of the submerged injection system. Cold chamber machines are the correct choice for aluminum die casting — the metal is melted in a separate holding furnace and only enters the shot sleeve immediately before injection, limiting exposure time.
Materials Used in Die Casting
The choice of alloy drives almost every other decision in the process — machine type, die material, cycle time, and final part properties. These are the four families most commonly seen in commercial die casting operations.
Aluminum Alloys
Aluminum accounts for roughly 80% of all die casting production by weight in North America. The most widely used alloys are A380, A383, and A360. A380 offers an excellent balance of castability, strength (ultimate tensile strength around 47,000 psi), and corrosion resistance, making it the default choice for automotive and consumer electronics housings. Aluminum's low density — about one-third that of steel — is a major driver of demand as automakers seek lightweight components to meet fuel economy and EV range targets. The downside is a higher casting temperature (around 1,200°F / 650°C), which shortens die life compared to zinc.
Zinc Alloys
Zinc alloys (Zamak 3, Zamak 5, ZA-8) are cast at much lower temperatures (around 780°F / 415°C), which gives tooling a dramatically longer life — often over one million shots versus 100,000–400,000 for aluminum dies. Zinc parts can be cast with extremely thin walls (down to 0.4 mm) and very fine surface detail, which is why they're used for decorative hardware, lock bodies, and small precision mechanical components. Zinc is denser than aluminum but its lower processing costs and longer tool life often make it more economical for high-volume small parts.
Magnesium Alloys
Magnesium is the lightest structural metal commonly die cast, approximately 33% lighter than aluminum by volume. Alloys like AZ91D and AM60B are used in automotive interior structures, laptop chassis, and power tool bodies where weight is the primary driver. Magnesium can be processed in either hot or cold chamber machines depending on the specific alloy and required part size. One important production consideration: magnesium is flammable in finely divided form, so scrap and chips require careful handling and dedicated fire suppression systems in the facility.
Copper-Based Alloys (Brass and Bronze)
Copper alloys require the highest casting temperatures — often exceeding 1,650°F (900°C) — which significantly shortens die life and increases energy costs. However, brass and bronze die castings offer excellent corrosion resistance, good electrical conductivity, and a premium appearance that makes them valuable in plumbing fittings, electrical connectors, and architectural hardware. Copper alloy die casting represents a small but persistent share of total production because no other material matches its combination of properties at a comparable cost for medium-volume parts.
Die Design and Tooling
The die is the most capital-intensive element of the die casting process, and its design directly determines part quality, cycle time, and production economics. A poorly designed die will cause problems no amount of machine adjustment can fully fix.
Die Materials
Die casting tooling is almost universally made from H13 hot-work tool steel, hardened to approximately 44–48 HRC. H13 was selected because it resists thermal fatigue — the repeated heating and quenching that would crack lesser steels within thousands of cycles. Premium grades of H13 with tighter chemistry controls and vacuum arc remelting (VAR) processing can extend die life significantly. For very high-volume aluminum production, some operations use modified steels like DIN 1.2367 or proprietary grades developed by tooling suppliers.
Gating and Runner System Design
Where metal enters the cavity — the gate location — controls fill pattern, air entrapment, and shrinkage. Simulation software (Magmasoft, ProCAST, Flow-3D) is now standard practice for die design, allowing engineers to model metal flow, predict cold shuts, identify where porosity is likely to form, and optimize gate and overflow well placement before cutting a single piece of steel. Investing in simulation before tooling fabrication typically saves far more than its cost by catching problems that would otherwise require expensive die modifications.
Draft Angles and Parting Lines
Every vertical wall in a die casting must have a draft angle — a slight taper — to allow the part to release from the die without dragging or sticking. Typical draft angles are 1° to 3° for external surfaces and 2° to 5° for internal cores. Zero-draft walls are theoretically possible with special coatings or geometry tricks but add cost and risk. The parting line is where the two die halves meet; locating it correctly minimizes flash, simplifies tool construction, and makes cosmetic surfaces easier to control.
Cooling System Design
Internal cooling channels bored through the die steel carry temperature-controlled water. Their placement relative to thick sections of the part, where heat is concentrated, determines how evenly the casting solidifies and how fast the cycle can run. Conformal cooling — channels that follow the contours of the die cavity rather than being straight-drilled — is increasingly fabricated through additive manufacturing inserts, allowing more aggressive heat extraction in critical zones and cycle time reductions of 15–25% in some applications.
Key Process Parameters and How They're Controlled
Die casting is not a set-and-forget operation. A stable, high-quality process requires active monitoring and control of a range of interdependent variables.
- Metal temperature: Too hot increases shrinkage porosity and die erosion; too cool causes misruns and cold shuts. Aluminum is typically poured at 1,250°F–1,350°F (677°C–732°C) depending on part geometry and wall thickness.
- Injection velocity: First-phase (slow) velocity fills the runner; second-phase (fast) velocity fills the cavity. Gate velocity — the speed at which metal passes through the gate into the part — is typically targeted between 100 and 180 ft/s for aluminum.
- Intensification pressure: Applied immediately after cavity fill, this pressure packs the solidifying metal to reduce shrinkage voids. Typical intensification pressures for aluminum are 8,000–15,000 psi.
- Die temperature: The die must reach and maintain a thermal equilibrium — typically 300°F–500°F (150°C–260°C) for aluminum — before production parts are run. A cold die causes surface defects; an overheated die extends cycle time and accelerates thermal fatigue.
- Vacuum assist: Some die casting setups use vacuum lines connected to the die cavity to evacuate air before injection. Removing air reduces gas porosity and allows higher injection speeds without trapping gas in the part — particularly valuable for structural components that will be heat treated or welded.
Modern die casting machines record every shot's process data — plunger position, velocity, pressure curves — in real time. Statistical process control charts flag when parameters drift outside set limits, allowing process engineers to correct issues before scrap rates climb.
Common Defects in Die Casting and Their Causes
Understanding defect mechanisms is central to troubleshooting the process. Most defects trace back to a relatively small set of root causes.
Porosity
The most prevalent die casting defect. Two types exist: gas porosity, caused by air or dissolved hydrogen trapped during fill, and shrinkage porosity, caused by insufficient metal to feed contracting sections as they solidify. Gas porosity typically shows up as rounded voids near the surface or at the last-to-fill areas. Shrinkage porosity appears as irregular, jagged voids in thick cross-sections. Remedies include vacuum assistance, optimized gate design, adjusted intensification pressure, and wall thickness reduction through part redesign.
Cold Shuts and Misruns
A cold shut appears as a visible line on the casting surface where two metal flow fronts met but didn't fuse properly because they had cooled too much before joining. A misrun is an incomplete fill — a portion of the cavity that simply didn't receive enough metal before it solidified. Both are caused by insufficient metal temperature, too-low injection speed, inadequate metal volume, or excessive die cooling. Increasing metal temperature, injection velocity, or shot weight typically resolves these defects.
Soldering and Die Erosion
Soldering occurs when aluminum alloy sticks to the die steel, pulling material from the part surface on ejection and eventually building up deposits on the die. It's driven by chemical reaction between molten aluminum and iron in the die steel, accelerated by high metal temperature and high gate velocity impacting the same die surface repeatedly. Protective coatings (nitriding, PVD coatings like TiAlN), die temperature control, and optimized lubrication reduce soldering frequency. Severe cases require die polishing or weld repair.
Flash
Flash is thin metal fin that extrudes between die halves or around ejector pins. It results from insufficient clamping force, worn or damaged parting line surfaces, or excessive injection pressure. Minor flash is removed in the trim press; persistent flash indicates a machine, die, or process parameter issue that needs correction before it worsens.
Variations and Advanced Die Casting Methods
Beyond conventional high-pressure die casting, several process variants address specific part requirements or quality targets that standard casting cannot meet.
Vacuum Die Casting
Vacuum die casting evacuates air from the die cavity immediately before injection through dedicated vacuum valves. Residual air pressure in the cavity is reduced to below 50 mbar in advanced systems. The result is dramatically lower gas porosity, which allows castings to be heat treated (T5 or T6) and welded — capabilities that standard die casting cannot reliably achieve. Structural automotive parts such as shock towers, B-pillars, and battery enclosures are increasingly made this way.
Semi-Solid Die Casting (Thixocasting and Rheocasting)
In semi-solid processing, the metal is injected at a temperature between its liquidus and solidus — in a partially solidified, slurry-like state. Because the metal is more viscous and fills the die in a less turbulent, more laminar manner, gas entrapment is significantly reduced. Parts produced by rheocasting or thixocasting can approach the porosity levels of forged parts in some geometries. The process is more complex and expensive to operate than conventional die casting, so it's reserved for high-value components in aerospace, motorsport, and premium automotive applications.
Squeeze Casting
Squeeze casting uses much lower injection velocities but very high pressure (often 10,000–30,000 psi) applied and held throughout solidification. The high sustained pressure suppresses porosity and refines the microstructure, producing castings with mechanical properties approaching those of forgings. Aluminum wheels for high-performance vehicles are a common squeeze casting application. Cycle times are longer than conventional die casting, and the process requires more careful die design for pressure distribution.
Mega-Casting (Gigacasting)
A recent development driven largely by the electric vehicle industry, mega-casting uses machines of 6,000 tons or larger to produce single aluminum structural castings that replace assemblies of dozens of stamped and welded steel parts. Tesla popularized this approach with its rear underbody casting, which consolidates approximately 70 individual parts into a single shot. Several other automakers are now commissioning or operating similar large-format die casting cells. The economic case rests on reduced tooling counts, simpler assembly lines, and lower joining costs, though it requires very large upfront machine investment.
Die Casting vs. Other Metal Casting Processes
Die casting is not the only way to cast metal parts, and it isn't always the right one. Understanding where it fits relative to alternatives helps in selecting the correct process for a given project.
| Process | Tooling Cost | Per-Part Cost (High Volume) | Dimensional Accuracy | Best For |
|---|---|---|---|---|
| High-pressure die casting | High ($20K–$200K+) | Very low | Excellent | High-volume non-ferrous parts |
| Permanent mold casting | Moderate | Low | Good | Medium volume, thicker walls |
| Investment casting | Moderate | High | Very high | Complex geometry, ferrous alloys, aerospace |
| Sand casting | Low | Moderate to high | Poor to fair | Low volume, large parts, iron/steel |
The decision typically comes down to volume. Die casting tooling for an aluminum part commonly costs between $30,000 and $150,000 depending on complexity. That investment makes sense at 50,000 or more parts per year but is hard to justify for a few hundred units. For low-volume production, sand casting or investment casting is more economical even though per-part cost is higher. For ferrous alloys (steel, iron), die casting is generally not used at all — investment casting, sand casting, or forging are the appropriate choices.
Industries and Applications Where Die Casting Dominates
Die casting's combination of speed, precision, and net-shape capability has made it the default manufacturing process for a wide range of product categories across multiple industries.
- Automotive: Engine blocks (in some configurations), transmission housings, oil pump bodies, bracket assemblies, door handles, mirror housings, wheels (squeeze cast), and increasingly large structural body-in-white components. Automotive is the largest single market for die casting, accounting for over 50% of North American production by value.
- Consumer electronics: Laptop and tablet chassis, smartphone internal frames, camera bodies, and heat sink structures benefit from aluminum's combination of lightness, thermal conductivity, and structural stiffness.
- Industrial equipment: Gearbox housings, pump bodies, motor housings, and valve bodies are produced in high volumes with consistent wall thickness and pressure-tight integrity.
- Telecommunications infrastructure: 5G base station enclosures and heat management components use aluminum die casting for its combination of EMI shielding, thermal performance, and dimensional stability.
- Plumbing and HVAC: Brass and aluminum die cast fittings, valves, and manifold blocks are installed by the millions every year in residential and commercial construction.
- Power tools and appliances: Motor housings, gear cases, and structural frames for power tools, lawn equipment, and household appliances rely on die casting for tight tolerances and good surface finish at high production rates.
What to Expect in Terms of Tolerances, Surface Finish, and Lead Time
Buyers and engineers specifying die cast parts need realistic expectations on what the process can and cannot deliver without secondary operations.
Dimensional Tolerances
Die casting achieves tighter tolerances than sand casting or permanent mold casting, but it is not a precision machining process. As-cast tolerances of ±0.003 to ±0.005 inches per inch are typical for aluminum. Features that require tighter control — bearing bores, threaded hole positions, mating surfaces — need CNC machining after casting. The North American Die Casting Association (NADCA) publishes detailed tolerance standards that are the industry reference for specifying die cast parts.
Surface Finish
As-cast surfaces on die cast aluminum are typically in the range of 63–125 Ra microinches (1.6–3.2 Ra micrometers), which is smooth enough for most functional and cosmetic purposes without further finishing. Zinc die castings can achieve even finer as-cast surfaces and take electroplating directly, making them preferred for decorative hardware that will be chrome- or nickel-plated.
Tooling Lead Time and Part Lead Time
Tooling fabrication for a moderately complex aluminum die casting die typically takes 8 to 14 weeks from design approval to first shots. Simple tools can be completed faster; large, multi-cavity or complex dies can take 16–20 weeks. Once tooling is proven and in production, lead times for parts depend on run quantities and scheduling but are commonly 3–6 weeks for standard orders. High-volume dedicated lines can ship parts with shorter notice once the production schedule is established.