English
English русский
русский Español
Español
Content
- 1 Can 6061 Aluminum Be Die Cast? The Direct Answer
- 2 Understanding 6061 Aluminum: Alloy Composition and Its Implications
- 3 Why 6061 Performs Poorly in the Die Casting Process
- 4 What Aluminum Alloys Are Actually Used in Die Casting
- 5 When Engineers Specify 6061 and Why They Switch
- 6 Alternative Manufacturing Processes for 6061 Aluminum
- 7 High-Pressure Die Casting vs. Low-Pressure and Gravity Processes: Impact on 6061 Viability
- 8 Cost Comparison: Die Casting with A380 vs. Alternative Processes with 6061
- 9 Emerging Alternatives: Wrought-Composition Die Casting Alloys
- 10 Practical Decision Guide: Choosing Between 6061 and Die Casting Alloys
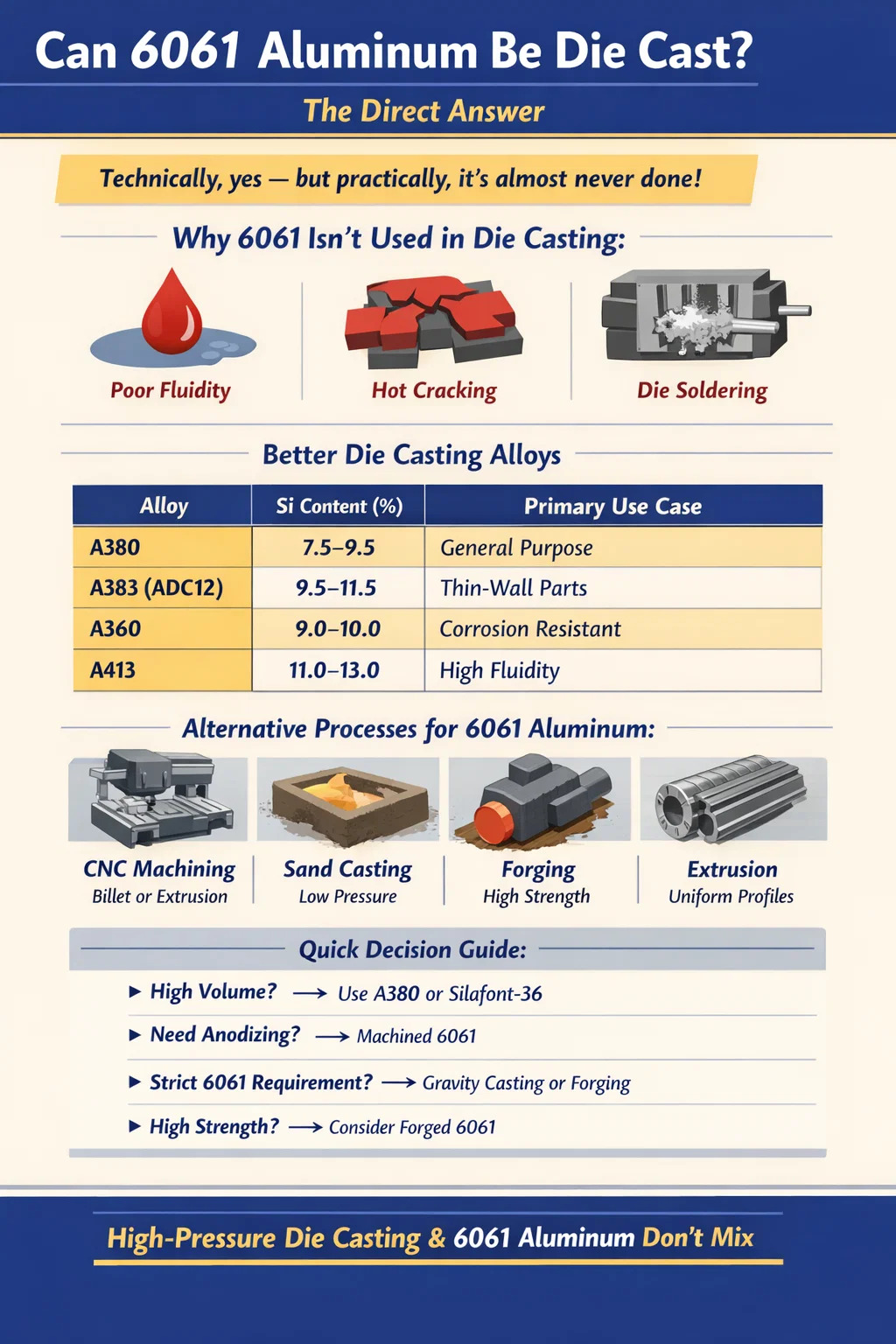
Can 6061 Aluminum Be Die Cast? The Direct Answer
Technically, yes — but in practical manufacturing, 6061 aluminum is almost never used in die casting, and most die casting facilities will advise against it. The reason comes down to alloy chemistry. 6061 is a wrought aluminum alloy, meaning it was engineered specifically for processes like extrusion, rolling, and forging — not for injection into steel dies under high pressure. Its magnesium and silicon content, while excellent for structural performance after heat treatment, creates serious problems in the die casting environment: poor fluidity, hot cracking tendencies, and die soldering issues that drive up scrap rates and tooling costs.
The aluminum alloys that dominate the die casting industry are purpose-designed for the process. A380, A383, A360, and ADC12 account for the overwhelming majority of aluminum die castings worldwide precisely because their silicon content — typically between 8% and 12% — gives them the melt fluidity, thermal behavior, and solidification characteristics that die casting demands. 6061 contains only 0.4%–0.8% silicon, far below the threshold needed for reliable, high-volume die casting.
This article explains why 6061 behaves the way it does in die casting, what alternatives exist, and in which scenarios choosing a different alloy — or a different process altogether — will produce better results at lower cost.
Understanding 6061 Aluminum: Alloy Composition and Its Implications
6061 aluminum is a 6xxx-series alloy, which means its primary alloying elements are magnesium (Mg) and silicon (Si). The standard composition range is as follows:
| Element | Composition Range (%) | Role in Alloy |
|---|---|---|
| Silicon (Si) | 0.40 – 0.80 | Strengthening via Mg₂Si precipitates |
| Magnesium (Mg) | 0.80 – 1.20 | Primary strengthening element |
| Copper (Cu) | 0.15 – 0.40 | Additional strength, reduces corrosion resistance slightly |
| Chromium (Cr) | 0.04 – 0.35 | Grain structure control |
| Iron (Fe) | Max 0.70 | Incidental; controlled as impurity |
| Aluminum (Al) | Balance (~96–99) | Base metal |
The combination of Mg and Si forms magnesium silicide (Mg₂Si) precipitates during heat treatment (T4 or T6 temper), which is what gives 6061-T6 its well-known tensile strength of approximately 310 MPa (45,000 psi). This precipitation hardening response is one of the alloy's greatest advantages — but it is a post-processing advantage, not a casting advantage.
In contrast, the low silicon content means the molten alloy has a high viscosity and a narrow solidification range. When poured or injected into a die, it does not flow easily into thin walls or complex geometries. The result is incomplete fills, cold shuts, and porosity — defects that are particularly problematic for structural or pressure-tight die cast parts.
Why 6061 Performs Poorly in the Die Casting Process
Die casting is a high-pressure, high-speed process. Molten aluminum is injected into a steel die at pressures typically ranging from 10,000 to 30,000 psi (69 to 207 MPa), at fill times measured in milliseconds. The alloy must flow instantly through runners and gates, fill thin sections completely, and solidify predictably. 6061 creates multiple failure points in this environment.
Poor Melt Fluidity
Fluidity in aluminum casting alloys is largely governed by silicon content. Silicon lowers the melting point, widens the liquid-solid temperature window, and reduces surface tension in the melt. Die casting alloys like A380 contain roughly 8.5% silicon. 6061 contains less than 1%. In fluidity tests (e.g., spiral fluidity tests), A380 consistently fills two to three times the length that a 6061 melt will under the same conditions. Thin-walled sections below 2 mm become essentially impossible to fill reliably with 6061.
Hot Cracking During Solidification
6061 has a wide solidification range — the gap between liquidus (~652°C) and solidus (~582°C) is approximately 70°C. During this semi-solid phase, the alloy is vulnerable to hot tearing: the partially solidified skeleton contracts, but liquid metal cannot flow fast enough through the remaining channels to compensate. The result is internal cracks. High-silicon die casting alloys have narrower solidification ranges, which means the metal transitions from liquid to solid more quickly and uniformly, dramatically reducing hot cracking risk.
Die Soldering and Tooling Damage
Die soldering occurs when aluminum bonds to the surface of the steel die. The iron content in the die reacts with aluminum in the melt to form iron-aluminum intermetallic compounds (Fe-Al IMCs) at the die surface. Silicon acts as a buffer — it preferentially reacts with iron to form Fe-Si phases that are less adherent and easier to release. Because 6061 is low in silicon, it is far more prone to soldering onto the die face. This increases ejection forces, causes surface defects on the casting, and accelerates die erosion. Die life for 6061 in die casting trials has been reported to be significantly shorter compared to standard die casting alloys.
Heat Treatment Complications
One of 6061's main attractions is its response to T6 heat treatment, which raises tensile strength from approximately 125 MPa (18,000 psi) in the annealed state to around 310 MPa (45,000 psi). However, die cast parts — even in compatible alloys — are notoriously difficult to heat treat because the rapid solidification in the die traps gas porosity. When a porous die casting is solution heat treated at temperatures around 530°C, the trapped gas expands and causes blistering on the surface. 6061 die castings would face this same issue, while also having already suffered the fluidity and cracking problems during casting. The net result is that the supposed strength advantage of 6061 cannot be reliably realized through die casting anyway.
What Aluminum Alloys Are Actually Used in Die Casting
The die casting industry has settled on a short list of aluminum alloys that consistently deliver reliable, high-quality results. Understanding these alternatives is essential when evaluating whether to pursue die casting for a part that was initially designed around 6061.
| Alloy | Si Content (%) | UTS (MPa) | Primary Use Case |
|---|---|---|---|
| A380 | 7.5 – 9.5 | ~317 | General purpose; most widely used die casting alloy globally |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Complex thin-wall parts; better fluidity than A380 |
| A360 | 9.0 – 10.0 | ~317 | Pressure tightness, corrosion resistance |
| A413 | 11.0 – 13.0 | ~296 | Highest fluidity; hydraulic components, intricate castings |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Up to ~350 (T5/T7) | Structural automotive die castings; heat treatable |
| 6061 | 0.40 – 0.80 | 310 (T6, wrought) | Extrusion, forging, machining — not die casting |
A380 alone accounts for an estimated 60% or more of all aluminum die castings produced in North America. Its combination of good mechanical properties, excellent castability, and reasonable cost makes it the industry default. When designers need higher-strength heat-treatable die cast aluminum, they increasingly turn to alloys like Silafont-36 or Aural-2, which are engineered from the ground up to combine good die casting behavior with the ability to respond to age hardening — something 6061 cannot deliver in a die cast form.
When Engineers Specify 6061 and Why They Switch
In many product development scenarios, engineers specify 6061 early in a project because they are familiar with it, or because prototypes were machined from 6061 billet. When production volumes rise and die casting becomes attractive for cost reduction, the question of whether to keep 6061 becomes a real decision point. The typical outcome is a switch to a more compatible die casting alloy, but the logic is worth examining in detail.
Mechanical Property Requirements
Engineers often specify 6061-T6 for its tensile strength of approximately 310 MPa and yield strength of 276 MPa. The question is whether these properties are actually required by the application, or whether they were selected conservatively based on familiarity. Die cast A380 achieves a UTS of around 317 MPa, very close to 6061-T6, and a yield strength of roughly 159 MPa. For applications where yield strength is the critical parameter — such as structural brackets or load-bearing housings — A380 may fall short, and the engineer has two options: design the geometry with additional wall thickness to compensate, or switch to a heat-treatable die casting alloy like Silafont-36, which can reach yield strengths of 240 MPa or higher after T5/T7 treatment.
Corrosion Resistance
6061 is known for good corrosion resistance, particularly in marine and outdoor environments. A380 contains higher copper content (up to 3.5%), which reduces its corrosion resistance compared to 6061. If a part needs to resist salt spray or be used in a coastal environment without coating, A380 may require a surface treatment. A360 is a lower-copper alternative die casting alloy that provides better corrosion resistance, and it is often specified when anodizing or chromate conversion coatings are part of the process.
Anodizing and Surface Finishing
6061 anodizes exceptionally well. The low iron, low copper composition produces a clear, consistent anodic oxide layer. Die casting alloys, particularly those with high silicon content, anodize poorly — the silicon particles remain unanodized and appear as dark gray or black specks in the oxide layer, making decorative bright anodizing nearly impossible. If the part requires clear or colored anodizing for aesthetic reasons, die casting is the wrong process regardless of the alloy. Sand casting or gravity permanent mold casting with 6061 or similar wrought-composition alloys, followed by T6 treatment, is the better path for anodized parts at moderate volumes.
Machinability
6061 is a pleasure to machine. It produces clean chips, holds tight tolerances, and accepts threading and tapping well. Die casting alloys are generally harder on cutting tools due to their abrasive silicon content, though A380 remains quite machinable by die cast standards. If significant post-machining is required after casting — for example, precision bore holes, threaded inserts, or tight flatness tolerances — this needs to be factored into the overall process cost comparison between die casting with A380 and alternative processes using 6061.
Alternative Manufacturing Processes for 6061 Aluminum
Since 6061 is not well-suited for die casting, engineers who need 6061's material properties should consider the following manufacturing processes, each with its own trade-offs in terms of geometry capability, surface finish, cost, and volume scalability.
CNC Machining from Billet or Extrusion
For low to medium volumes — typically under 1,000 parts per year — machining 6061 billet or extrusion stock is often the most cost-effective approach. 6061 machines at high speeds with excellent tool life. A competent CNC shop can hold tolerances of ±0.025 mm (±0.001 in) routinely. The limitation is material waste (buy-to-fly ratios can be high for complex parts) and cycle time for intricate geometries. For high-volume production, the per-part cost of machining quickly exceeds that of casting.
Sand Casting and Permanent Mold Casting
6061 can be sand cast or gravity-fed into permanent molds. These processes involve lower injection pressures than die casting, giving the alloy time to fill the mold. Sand casting 6061 is practiced in the aerospace and defense industries, where material certification requirements mandate the alloy composition and heat treatment response rather than allowing substitution with a standard die casting alloy. Yield strength of T6-treated 6061 sand castings typically falls in the range of 220–260 MPa, somewhat below the wrought figure, but sufficient for many structural applications. Tooling costs for sand casting are low (under $5,000 in many cases), making it viable at volumes from a single prototype to several thousand parts per year.
Forging
6061 is one of the most commonly forged aluminum alloys. Forging aligns the grain structure along the part's stress lines, producing mechanical properties that exceed both cast and machined parts. Forged 6061-T6 can achieve tensile strengths of 330–350 MPa and yield strengths of 295–310 MPa — meaningfully higher than the standard wrought plate specification. Aerospace structural components, bicycle components, and automotive suspension parts are frequently forged from 6061. The downside is that forging dies are expensive (often $20,000–$80,000 per die set) and the process is best suited for parts with relatively simple geometry and no undercuts.
Extrusion
Extrusion is arguably 6061's native process. The alloy flows through a die to produce long, constant cross-section profiles at high speed. Extrusion dies cost $500–$3,000 for simple profiles, making this process accessible even at low volumes. Complex cross-sections with hollow chambers are achievable. Secondary operations like sawing to length, punching, drilling, and bending turn extruded 6061 into finished structural components. The constraint is that the cross-section must be uniform along the length — extrusion cannot produce the three-dimensional complexity that die casting achieves.
Thixocasting and Rheocasting (Semi-Solid Processing)
Semi-solid metal (SSM) processing is a niche but relevant option. In thixocasting, a specially prepared billet of 6061 with a thixotropic microstructure is heated into the semi-solid range and injected into a die. Because the material is partially solid, it flows more predictably, with less turbulence and less porosity than conventional die casting. Research studies have demonstrated that thixocast 6061-T6 can achieve tensile strengths of 280–310 MPa, very close to the wrought benchmark. The limitation is cost: the billet preparation process (SIMA or MHD methods) adds expense, and the process window is narrow, requiring tight temperature control. SSM processing of 6061 is used in automotive and aerospace components where mechanical performance and complex geometry must coexist, but it is not a mainstream production process.
High-Pressure Die Casting vs. Low-Pressure and Gravity Processes: Impact on 6061 Viability
It is worth distinguishing between the different casting process families, because the challenges with 6061 vary significantly depending on fill pressure and speed.
- High-pressure die casting (HPDC): Injection pressures of 10,000–30,000 psi, fill times of 10–100 ms. 6061 is entirely unsuitable. The combination of low fluidity, hot cracking susceptibility, and die soldering makes reliable production impossible at commercial scale.
- Low-pressure die casting (LPDC): Pressures of 5–15 psi (0.03–0.1 MPa), much slower fill rates. 6061 fares better here. LPDC is used for wheel manufacturing and some structural automotive castings. The slower fill reduces turbulence and allows some alloys with lower fluidity to perform acceptably. 6061 can be low-pressure cast with proper temperature management, though it requires careful process control.
- Gravity permanent mold (GPM / chill casting): No applied pressure; the metal fills by gravity. This is the most forgiving casting process for 6061 in terms of alloy compatibility. GPM castings in 6061 can be reliably T6 heat treated and achieve useful structural properties. Surface finish and dimensional consistency are inferior to HPDC, but the process is far more accessible for this alloy.
- Vacuum-assisted die casting: A variant of HPDC where a vacuum is drawn on the die cavity before injection to reduce porosity. While vacuum assistance improves part density and enables heat treatment in standard die casting alloys, it does not resolve the fundamental fluidity or hot cracking issues associated with 6061 in an HPDC context.
The practical takeaway is that if die casting specifically means HPDC — which it does in most industrial conversations — then 6061 should be avoided. If low-pressure or gravity processes are within scope, 6061 becomes a viable option, particularly for structural parts requiring T6 heat treatment.
Cost Comparison: Die Casting with A380 vs. Alternative Processes with 6061
Cost is one of the most common drivers behind the question of whether to die cast 6061 — typically, a designer wants the material properties of 6061 but the per-part economics of die casting. The following comparison uses a representative structural housing part with moderate complexity as a reference.
| Process | Alloy | Tooling Cost (Approx.) | Per-Part Cost at 10k/yr | Heat Treatment Possible? |
|---|---|---|---|---|
| HPDC | A380 | $30,000–$100,000 | $2–$8 | Limited (porosity risk) |
| HPDC (structural) | Silafont-36 | $30,000–$100,000 | $3–$10 | Yes (vacuum-assisted) |
| Gravity Perm. Mold | 6061 | $5,000–$20,000 | $8–$20 | Yes (T6 achievable) |
| Sand Casting | 6061 | $1,000–$8,000 | $15–$40 | Yes (T6 achievable) |
| CNC Machining | 6061 billet | $0–$5,000 (fixturing) | $20–$80 | Yes (pre-treated stock) |
The data shows that HPDC with A380 or a structural die casting alloy delivers the lowest per-part cost at high volumes, but it requires accepting a material that is not 6061. If 6061 is truly required — for instance, due to aerospace material specifications or specific corrosion certification requirements — then gravity casting or machining are the economically rational paths, accepting a higher per-part cost in exchange for the correct alloy.
Emerging Alternatives: Wrought-Composition Die Casting Alloys
The industry has not ignored the demand for die cast aluminum with properties closer to 6061. Several alloy developers and foundry specialists have introduced alloys designed to bridge the gap between standard die casting alloys and wrought-series compositions. These are worth knowing about for engineers who are evaluating their options.
Castasil-37 (Al-Si-Mg, Low Iron)
Developed by Rheinfelden Alloys, Castasil-37 contains approximately 9–11% silicon with very low iron (below 0.15%) and controlled magnesium. Its low iron content dramatically reduces die soldering tendency compared to standard alloys, and the alloy can be die cast to produce thin, complex sections. It does not match the full heat treatment response of 6061, but its as-cast properties are competitive with many applications that would otherwise consider 6061.
Aural-2 and Aural-5
These are primary aluminum alloys developed specifically for high-integrity structural die castings, particularly in the automotive sector where crash performance requires both high strength and high ductility. Aural-2 achieves elongation values of 10–15% in the T7 condition, which is comparable to 6061-T6. These alloys can be die cast using vacuum-assisted HPDC and then heat treated without significant blistering, representing the closest available approximation to 6061 properties in a die cast form.
Hpdc-Optimized 6xxx-Series Alloys (Research Stage)
Academic and industrial research groups have been developing modified 6xxx-series alloys with elevated silicon additions intended to improve die casting performance while retaining some of the age-hardening response. These are not yet commercially established at scale, but pilot production results published in journals such as the Journal of Materials Processing Technology suggest that alloys with 3–5% Si and balanced Mg additions can achieve tensile strengths of 280–300 MPa after T5 treatment from HPDC. This remains an active area of development rather than a ready production option.
Practical Decision Guide: Choosing Between 6061 and Die Casting Alloys
The following decision framework is intended to help engineers and product designers quickly identify the right path for their specific situation.
- If your annual volume exceeds 5,000 parts and geometry complexity is high, die casting with A380 or a structural alloy is almost certainly the right process — re-evaluate whether 6061 properties are genuinely required or simply familiar.
- If decorative anodizing is required for the finished part, die casting is the wrong process entirely. Use extrusion or machined 6061 with appropriate surface treatment.
- If yield strength above 200 MPa is required from the cast part, evaluate vacuum-assisted HPDC with Silafont-36 or Aural-2 before resorting to a gravity casting process with 6061.
- If the alloy specification is fixed by a customer, regulatory body, or aerospace standard citing 6061, do not substitute. Use gravity casting, sand casting, or forging.
- If volume is under 1,000 parts per year and geometry allows, CNC machining from 6061-T6 stock will give the best mechanical properties with the lowest tooling investment.
- If weight savings and structural efficiency are the primary drivers, consider whether forged 6061 is justifiable — forgings can reduce part weight by 15–30% compared to an equivalent cast part because the superior strength-to-weight ratio allows thinner sections.
No single answer fits every product. But the consistent industry consensus is clear: do not attempt high-pressure die casting with 6061 aluminum if reliable, production-quality results are the goal. The metallurgical mismatch between 6061's composition and the demands of the die casting process is not an engineering challenge to be overcome through process optimization — it is a fundamental material selection issue that is best resolved by choosing the right alloy for the right process from the start.