English
English русский
русский Español
Español
Content
- 1 The Two Basic Methods of Die Casting: Hot Chamber and Cold Chamber
- 2 Hot Chamber Die Casting: How the Process Works
- 3 Cold Chamber Die Casting: How the Process Works
- 4 Direct Comparison: Hot Chamber vs Cold Chamber Die Casting
- 5 Die Design Considerations That Differ Between the Two Methods
- 6 Porosity: The Key Quality Challenge in Both Methods
- 7 When to Choose Hot Chamber Die Casting
- 8 When to Choose Cold Chamber Die Casting
- 9 Cost Structure: Tooling, Machine Time, and Per-Part Economics
- 10 Emerging Variations on the Two Core Die Casting Methods
- 11 How to Select the Right Die Casting Method for Your Part
The Two Basic Methods of Die Casting: Hot Chamber and Cold Chamber
The two basic methods of die casting are hot chamber die casting and cold chamber die casting. These two processes share the same fundamental goal — forcing molten metal into a hardened steel die under high pressure to produce precise, repeatable parts — but they differ significantly in how the metal is melted, handled, and injected. Choosing the wrong method for your alloy or part geometry can result in poor fill, excessive porosity, premature die wear, and costly scrap rates. Understanding what separates these two methods is the starting point for any serious die casting decision.
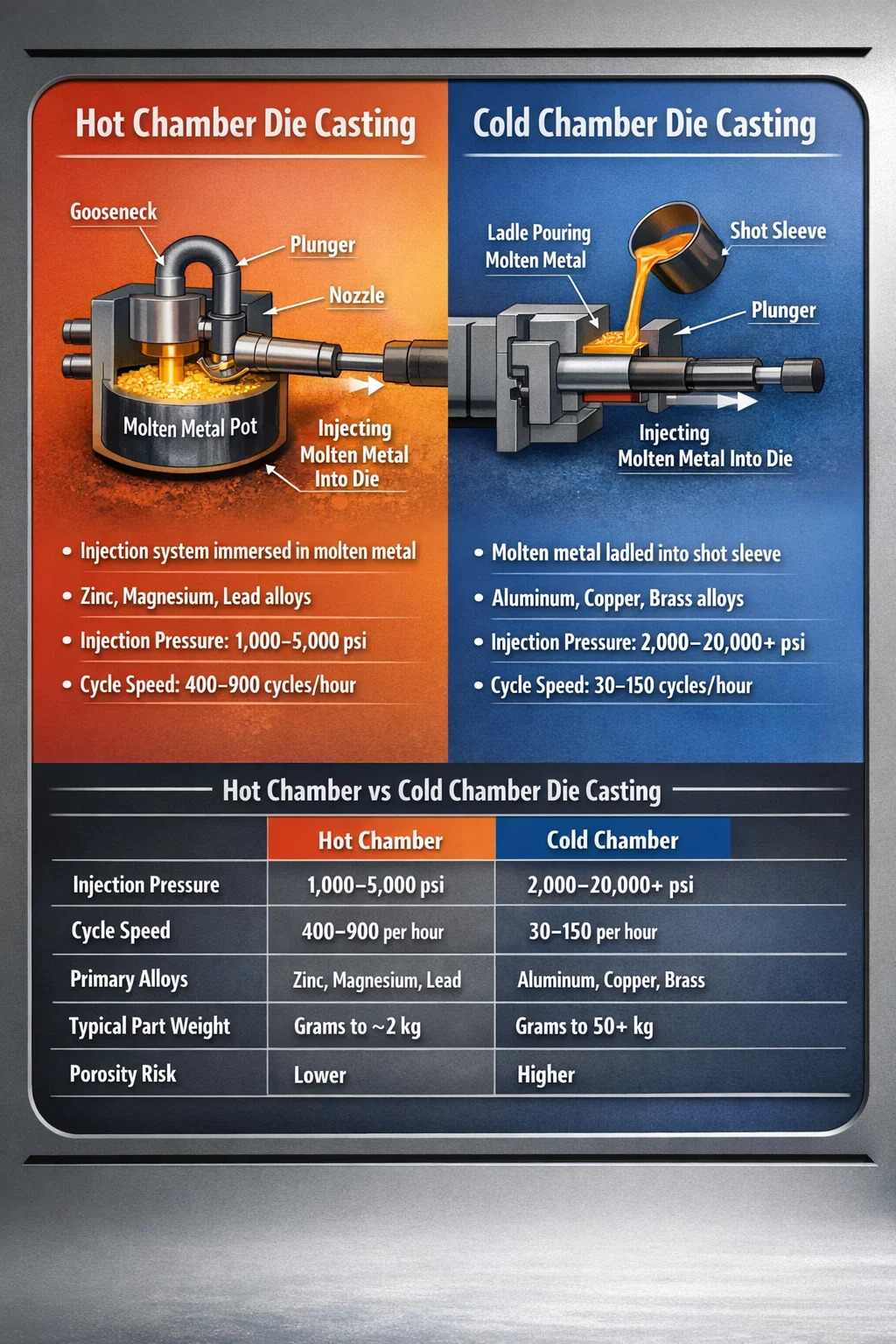
In hot chamber die casting, the injection mechanism is submerged directly in the molten metal bath. The machine draws metal into the cylinder automatically and injects it into the die in a continuous, fast cycle. In cold chamber die casting, the metal is melted in a separate furnace and then ladled — manually or automatically — into a shot sleeve before each injection cycle. Each method has specific alloys it handles well, specific pressure ranges it operates within, and specific production volumes where it makes economic sense.
Hot Chamber Die Casting: How the Process Works
Hot chamber die casting — sometimes called gooseneck casting — keeps the injection system permanently immersed in a pot of molten metal. The core components are a gooseneck-shaped metal channel, a plunger, and a nozzle that seats directly against the die. When the plunger retracts, molten metal flows through a port into the gooseneck. When the plunger advances, it seals the port and forces the metal through the nozzle and into the die cavity at pressures typically ranging from 1,000 to 5,000 psi (7 to 35 MPa).
Because the metal never leaves the heated system between shots, the cycle is extremely fast. Hot chamber machines routinely achieve 400 to 900 cycles per hour for small parts, making them well suited for high-volume production of components like electrical connectors, carburetor housings, lock hardware, and toy parts. The elimination of the separate ladling step reduces both cycle time and the risk of temperature variation between shots.
Alloys Compatible with Hot Chamber Casting
Hot chamber die casting is limited to low-melting-point alloys that do not attack or dissolve the iron and steel components of the injection system. The most common materials are:
- Zinc alloys (Zamak 2, 3, 5, 7) — by far the most widely used, with melting points around 380–420°C
- Magnesium alloys (AZ91D, AM60) — used increasingly in hot chamber systems with specialized machine designs
- Lead and tin alloys — used in specialized low-volume applications
Aluminum, copper, and brass cannot be processed in hot chamber machines. Their higher melting temperatures — aluminum melts around 660°C, brass around 900°C — would rapidly dissolve the iron-based components of the gooseneck and plunger, destroying the machine and contaminating the melt within hours of operation.
Machine Tonnage and Part Size in Hot Chamber Operations
Hot chamber machines are generally available in clamping forces from under 5 tons up to approximately 900 tons, though the majority of hot chamber work is done on machines in the 5 to 400 ton range. Part weights for zinc castings typically run from a few grams up to about 2 kg, though heavier parts are possible on larger machines. The thin walls achievable with zinc — routinely down to 0.5 mm in precision tooling — make hot chamber casting the go-to process for miniaturized, detailed components.
Cold Chamber Die Casting: How the Process Works
Cold chamber die casting separates the melting furnace entirely from the injection system. Metal is melted in an external holding furnace, then transferred — by manual ladle, automatic ladle, or electromagnetic pump — into a horizontal or vertical shot sleeve. Once the correct volume of metal is in the sleeve, the injection plunger advances and forces the metal into the die at pressures that are substantially higher than hot chamber equipment: typically 2,000 to 20,000 psi (14 to 140 MPa), with some high-pressure operations exceeding that range for thin-wall aluminum parts.
The separation of the furnace from the machine means that the injection components are not continuously exposed to molten metal. They are exposed only during the brief moment of the shot, which allows the use of metals that would destroy a hot chamber system. The trade-off is a slower cycle time — most cold chamber operations run at 30 to 150 shots per hour depending on part weight, wall thickness, and alloy — and additional process steps that can introduce temperature variation if not carefully controlled.
Alloys Used in Cold Chamber Die Casting
Cold chamber die casting handles a wide range of alloys with higher melting temperatures, including:
- Aluminum alloys (A380, A383, A360, ADC12) — the dominant material in cold chamber work, used in automotive, aerospace, and consumer electronics
- Copper alloys and brass — used for plumbing components, electrical connectors, and marine hardware where corrosion resistance and strength matter
- Magnesium alloys (AZ91D, AM50) — increasingly common in cold chamber for large structural parts, though magnesium is also processable in hot chamber systems
- Silicon tombac and specialty copper-base alloys — used in niche precision applications
Aluminum alloy A380 is the single most widely used die casting alloy in the world, and virtually all of it is processed through cold chamber machines. It offers an excellent combination of castability, mechanical strength (tensile strength of approximately 317 MPa), corrosion resistance, and cost, which is why it dominates automotive structural casting, heat sinks, and motor housings.
Machine Tonnage and Part Scale
Cold chamber machines scale substantially larger than hot chamber equipment. Clamping forces range from around 150 tons up to 6,000 tons or more for the mega-casting machines now used in automotive gigacasting applications. A 4,000-ton cold chamber press used by an automotive manufacturer can produce a complete rear underbody section of a vehicle — a single aluminum casting that replaces over 70 stamped and welded steel parts — in a single shot. Tesla popularized this approach with its Giga Press technology, and the approach has since been adopted by multiple OEMs worldwide.
Direct Comparison: Hot Chamber vs Cold Chamber Die Casting
The table below summarizes the critical differences between the two die casting methods across the parameters that matter most in production planning:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Injection pressure | 1,000–5,000 psi | 2,000–20,000+ psi |
| Cycle speed | 400–900 cycles/hour | 30–150 cycles/hour |
| Primary alloys | Zinc, magnesium, lead | Aluminum, copper, brass, magnesium |
| Machine tonnage range | 5–900 tons | 150–6,000+ tons |
| Metal temperature exposure to machine | Continuous | Per-shot only |
| Typical part weight | Grams to ~2 kg | Grams to 50+ kg |
| Porosity risk | Lower (fewer air entrainment opportunities) | Higher (requires careful shot profile control) |
| Tooling cost | Lower to moderate | Moderate to high |
Die Design Considerations That Differ Between the Two Methods
The die itself — the hardened H13 tool steel mold into which molten metal is forced — is conceptually similar in both processes, but the engineering requirements differ based on the pressures involved and the thermal loads applied.
Gate Design and Runner Systems
In hot chamber dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 to 50 m/s.
Cold chamber dies for aluminum require careful runner geometry to manage the higher viscosity of aluminum at casting temperature and the risk of premature solidification during fill. Gate velocities for aluminum typically target 40 to 60 m/s, and the shot profile — slow phase, fast phase, and intensification pressure — must be precisely programmed to avoid turbulent fill, which is the primary driver of porosity in aluminum castings.
Thermal Management and Die Life
Both types of dies rely on internal water or oil cooling channels to manage heat, but cold chamber aluminum dies face higher thermal shock due to the greater temperature differential between the aluminum melt (~680°C at casting) and the die surface temperature (typically maintained at 180–260°C). This thermal cycling is the primary driver of heat checking — the network of fine surface cracks that eventually degrades die surface quality. Cold chamber H13 dies for aluminum typically have a service life of 100,000 to 300,000 shots, while hot chamber zinc dies can run to 1 million shots or more before requiring significant rework.
Porosity: The Key Quality Challenge in Both Methods
Porosity — voids within the casting caused by trapped gas or shrinkage — is the dominant defect concern in die casting regardless of which method is used, but its causes and solutions differ between hot and cold chamber processes.
In hot chamber die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
In cold chamber die casting, the open shot sleeve is the major source of air entrainment. As the plunger advances, it must push ahead of the metal a slug of air contained in the sleeve. Proper slow-shot velocity — typically 0.1 to 0.5 m/s during the first phase — allows a wave of metal to form and push the air ahead to the overflow wells and vents before fast-shot injection begins. Getting this transition point wrong by even a few millimeters of plunger travel can result in 10 to 20% higher porosity levels in the finished part. Vacuum-assisted die casting, which evacuates the die cavity and shot sleeve before injection, can reduce porosity in cold chamber aluminum parts to levels that allow heat treatment and structural welding — capabilities not possible with conventionally cast aluminum die castings.
When to Choose Hot Chamber Die Casting
Hot chamber die casting is the right choice when the following conditions apply:
- The part material is zinc, magnesium, or another low-melting-point alloy compatible with the gooseneck system
- Production volumes are high — generally above 50,000 to 100,000 parts annually to justify tooling investment
- Part weight is relatively low, typically under 1 to 2 kg for zinc
- Dimensional precision is critical — zinc die casting routinely achieves tolerances of ±0.05 mm on critical features without secondary machining
- Thin walls are required — zinc can be cast to wall thicknesses under 0.5 mm in optimized tooling
- Surface finish quality is a priority — zinc castings have an excellent as-cast surface suitable for direct plating or painting without extensive preparation
Common industries using hot chamber die casting include consumer electronics (connectors, brackets, hinges), automotive (lock bodies, fuel system components, sensor housings), hardware (door handles, furniture fittings), and toys and novelty items.
When to Choose Cold Chamber Die Casting
Cold chamber die casting is the appropriate process when:
- The alloy is aluminum, copper, brass, or a high-melting-point material incompatible with hot chamber equipment
- Part size and weight exceed the practical limits of hot chamber equipment
- Structural performance is required — aluminum die castings offer strength-to-weight ratios significantly better than zinc for load-bearing applications
- Corrosion resistance in harsh environments is needed — aluminum's natural oxide layer provides protection that zinc alloys in some environments cannot match without coating
- The application is in automotive powertrains, aerospace brackets, or industrial equipment where the combination of light weight and structural integrity justifies the higher tooling and machine cost
Major cold chamber die casting applications include automotive transmission housings, engine blocks, electric vehicle battery enclosures, computer server chassis, hydraulic valve bodies, and marine outboard motor components. The global aluminum die casting market alone was valued at over $50 billion USD in 2023, reflecting the dominance of cold chamber aluminum casting in modern manufacturing.
Cost Structure: Tooling, Machine Time, and Per-Part Economics
The economics of die casting depend heavily on which method is used, because the two processes have very different cost profiles.
Tooling Costs
Die casting tooling is expensive regardless of method, because the dies must withstand millions of pressure cycles in an abrasive, thermally demanding environment. Hot chamber zinc dies for moderately complex parts typically cost between $15,000 and $80,000. Cold chamber aluminum dies for comparable complexity cost more — often $30,000 to $150,000 or higher — because the higher injection pressures require more robust die construction and more complex cooling circuit engineering. Large structural cold chamber dies for automotive applications can run to $500,000 or more.
Per-Part Cost and Break-Even Volume
Because die casting has high fixed costs (tooling, setup) and relatively low variable costs per part (metal, machine time, labor), both methods are most economical at high volumes. The break-even point — where die casting becomes cheaper than alternatives like sand casting, investment casting, or machining from billet — varies by part complexity, but is generally reached somewhere between 10,000 and 50,000 parts for hot chamber zinc and 20,000 and 100,000 parts for cold chamber aluminum, depending on part size and feature complexity.
Material cost is another differentiator. Zinc alloy (Zamak 3) costs roughly $2.00–$2.50 per kg at typical industrial contract pricing. Aluminum alloy A380 runs closer to $2.50–$3.50 per kg, but aluminum's lower density (2.7 g/cm³ vs zinc's 6.6 g/cm³) means that for a given part volume, an aluminum casting uses far less metal by weight, partially offsetting the price difference.
Emerging Variations on the Two Core Die Casting Methods
While hot chamber and cold chamber remain the two foundational die casting methods, several process variants have developed to address specific limitations of each.
Vacuum Die Casting
Applied to both methods but especially important for cold chamber aluminum, vacuum die casting evacuates the die cavity and shot sleeve before injection, reducing gas porosity to levels that allow T5 and T6 heat treatment. This makes structural aluminum castings weldable and suitable for safety-critical applications like automotive crash structures and suspension components. Vacuum-assisted cold chamber machines add cost and complexity but can reduce scrap rates by 30 to 50% in porosity-sensitive applications.
Semi-Solid Die Casting (Thixocasting and Rheocasting)
Semi-solid metal casting processes — thixocasting and rheocasting — inject metal in a semi-solid, slurry-like state rather than fully molten. This dramatically reduces porosity because the metal does not carry dissolved gas in the same way as fully liquid metal, and the non-turbulent fill pattern traps far less air. Semi-solid processes are built around cold chamber machine platforms but use modified shot profiles and specialized billet preparation. The result is castings with mechanical properties approaching those of forged parts. Rheocast aluminum A356 parts achieve tensile strengths above 310 MPa with elongation of 10% or more — significantly better than conventional cold chamber A380 castings.
Squeeze Casting
Squeeze casting — sometimes classified as a third die casting category — combines die casting and forging principles. Metal is poured into an open die, then a punch applies pressure of 50 to 150 MPa as the metal solidifies, eliminating shrinkage porosity entirely. The process uses cold chamber machine platforms and produces parts with near-zero porosity and excellent mechanical properties, but is slower and more expensive than conventional cold chamber casting. It is used for aerospace components, automotive brake calipers, and other high-stress applications.
How to Select the Right Die Casting Method for Your Part
Selecting the correct die casting process starts with the alloy, because the alloy is non-negotiable in most designs. If the engineering requirements call for aluminum — for weight, strength, or thermal performance — cold chamber is the only practical option in die casting. If zinc is acceptable or preferred for its precision, thin-wall capability, and plating compatibility, hot chamber becomes the faster, lower-cost route.
After alloy selection, the following questions help narrow the decision:
- What is the annual volume? Both methods need volume to be economical, but cold chamber aluminum requires more volume to offset higher tooling costs.
- What is the part's weight and projected shot weight? Parts over 2 kg in zinc are unusual; parts over 5 kg in aluminum may require very large cold chamber machines.
- Are porosity-sensitive features present? Pressure-tight hydraulic passages or structural nodes that will be welded require vacuum-assisted cold chamber or semi-solid processing.
- What surface finish is required? Zinc hot chamber castings accept electroplating directly; aluminum cold chamber castings are typically powder coated, anodized, or left bare.
- What is the operating environment? Elevated temperatures above 150°C disqualify zinc alloys due to strength loss; aluminum performs well to 200–250°C depending on alloy.
Working through these questions with a die casting foundry during the design phase — before tooling is committed — is the most reliable way to arrive at the right process for your application. Design-for-manufacturing (DFM) review by an experienced die casting engineer can identify draft angles, wall thickness transitions, and parting line positions that affect which machine type and injection method will deliver the lowest scrap rate and the longest die life for your specific part geometry.