English
English русский
русский Español
Español
Content
- 1 The Short Answer: Sand Casting Wins on Cost, Flexibility, and Scale
- 2 Tooling Cost: Where Sand Casting Has a Decisive Advantage Over Die Casting
- 3 Material Versatility: Sand Casting Works With Metals Die Casting Cannot Handle
- 4 Part Size and Weight: Sand Casting Scales Where Die Casting Cannot
- 5 Geometric Complexity and Internal Features: Sand Casting Offers More Design Freedom
- 6 Production Volume: Why Sand Casting Is Better for Low-to-Mid Volume Runs
- 7 Porosity and Mechanical Properties: Addressing the Die Casting Weakness
- 8 Lead Time for New Parts: Sand Casting Gets You Parts Faster in the Early Stages
- 9 Specific Industries Where Sand Casting Outperforms Die Casting
- 10 When Die Casting Is Actually the Better Choice
- 11 Environmental and Operational Considerations
- 12 Summary: Choosing Sand Casting Over Die Casting
The Short Answer: Sand Casting Wins on Cost, Flexibility, and Scale
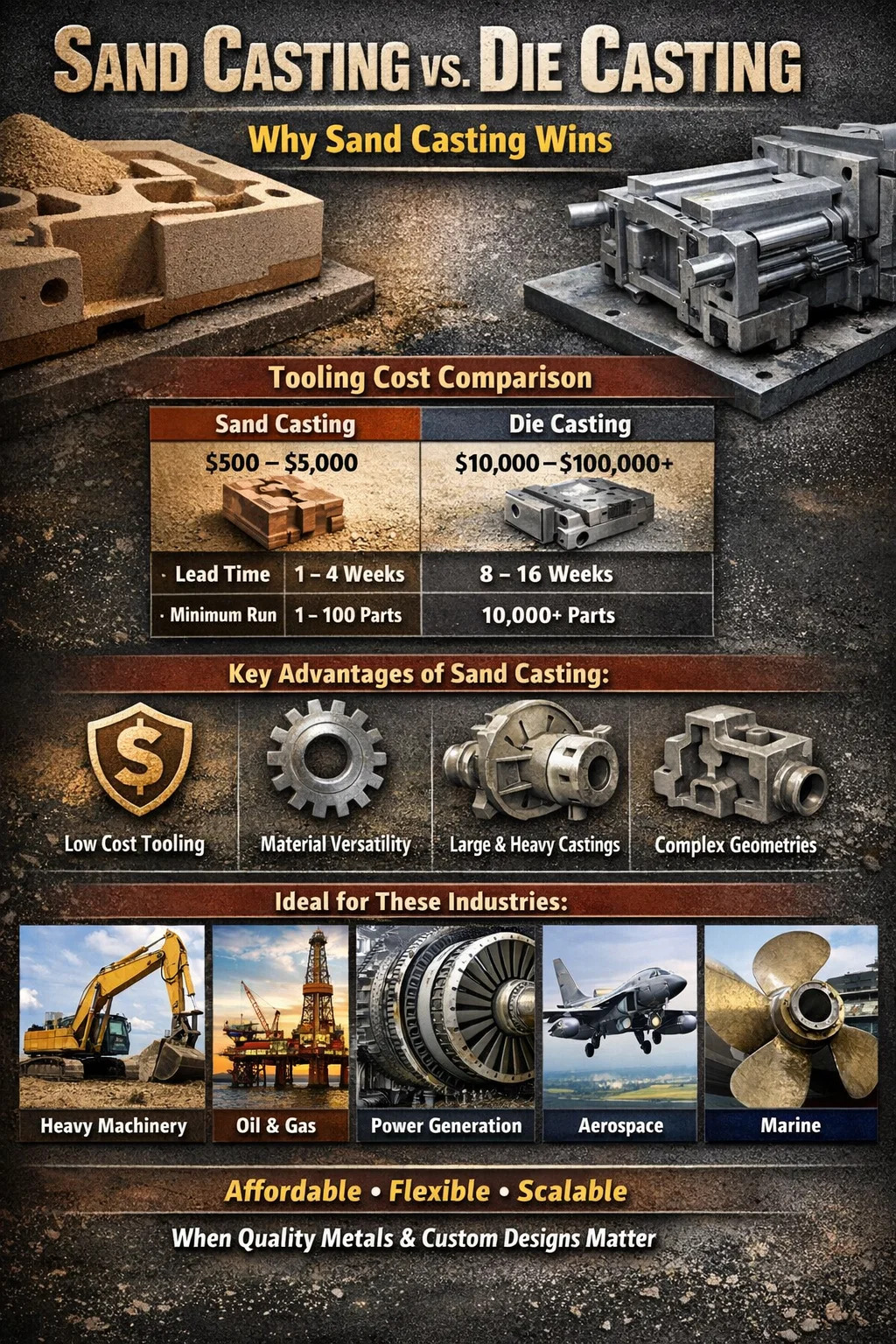
If you are choosing between sand casting and die casting, the decision comes down to what you actually need. Sand casting is better than die casting when tooling budgets are tight, when parts are large or geometrically complex, when low-to-medium production volumes are involved, or when ferrous metals like steel and iron must be used. Die casting excels in high-volume production of small, thin-walled aluminum or zinc parts where surface finish and dimensional consistency are critical. But for a wide range of industrial, engineering, and prototype applications, sand casting remains the more practical and economical choice.
The fundamental difference lies in tooling. A die casting die can cost anywhere from $10,000 to over $100,000, while a sand casting pattern typically costs between $500 and $5,000. For anything short of mass production runs in the hundreds of thousands, that gap alone makes sand casting the smarter financial decision.
Tooling Cost: Where Sand Casting Has a Decisive Advantage Over Die Casting
Die casting requires hardened steel dies that must withstand thousands of injection cycles under extreme pressure—often between 1,500 and 25,000 psi. Manufacturing these dies demands precision machining, heat treatment, and extensive quality verification. The lead time for a die casting die is typically 8 to 16 weeks, and once built, modifications are expensive or impossible without scrapping the entire tool.
Sand casting patterns, by contrast, are made from wood, resin, or aluminum. They are far simpler to manufacture, easier to modify, and dramatically cheaper. If a design change is needed after initial production, a sand casting pattern can be reworked or rebuilt at a fraction of the cost of altering a die casting die.
For prototype development and iterative engineering, this difference is transformative. A product team developing an industrial pump housing or a custom bracket can test three or four design iterations in sand casting for the same cost as a single die casting die. This accelerates product development timelines and reduces financial risk at the early stages of a project.
| Factor | Sand Casting | Die Casting |
|---|---|---|
| Typical Tooling Cost | $500 – $5,000 | $10,000 – $100,000+ |
| Tooling Lead Time | 1 – 4 weeks | 8 – 16 weeks |
| Design Modification Cost | Low | Very High |
| Minimum Viable Run | 1 – 100 parts | 10,000+ parts |
Material Versatility: Sand Casting Works With Metals Die Casting Cannot Handle
This is one of the most significant technical limitations of die casting that often goes unacknowledged. Die casting is largely confined to non-ferrous metals with relatively low melting points—primarily aluminum (melting point ~1,220°F / 660°C), zinc (~787°F / 419°C), and magnesium (~1,202°F / 650°C). The reason is straightforward: the extreme temperatures required to melt ferrous metals would destroy the steel dies in short order.
Sand casting has no such restriction. It is routinely used with:
- Gray iron and ductile iron (melting point ~2,100°F / 1,150°C)
- Carbon steel and stainless steel (~2,500–2,800°F / 1,370–1,538°C)
- Copper and brass alloys (~1,750–1,980°F / 955–1,082°C)
- Nickel alloys and superalloys used in aerospace and energy applications
- Aluminum and aluminum alloys (compatible with both processes)
For industries that depend on iron or steel components—such as heavy machinery, construction equipment, agricultural machinery, and marine engineering—sand casting is not simply a preference. It is the only viable casting option. Consider that gray iron accounts for roughly 70% of all castings produced globally, and nearly all of that volume is made through sand casting. That statistic alone signals where the process truly dominates.
Ductile iron, in particular, offers a combination of tensile strength, ductility, and machinability that makes it a preferred material for gears, crankshafts, hydraulic components, and structural parts. None of these applications are accessible through die casting. Sand casting is the gateway to the full range of engineering metals, not just the subset that fits within die casting's thermal constraints.
Part Size and Weight: Sand Casting Scales Where Die Casting Cannot
Die casting machines are powerful, but they are physically constrained. Even the largest high-pressure die casting machines in commercial use top out at producing parts weighing around 50 to 75 pounds (22 to 34 kg). The die itself must fit within the machine's platen size, and the injection pressures involved make very large parts structurally impractical.
Sand casting is limited by almost nothing in terms of size or weight. Engine blocks, turbine housings, pump casings, ship propellers, and industrial valve bodies are regularly sand cast. Parts weighing several tons are not uncommon in sectors like power generation, mining, and offshore oil and gas. A single sand-cast iron component for a large diesel engine can weigh 500 pounds or more—completely outside the range of any die casting process.
This scalability means that for engineers working on large capital equipment or structural components, sand casting is not being chosen over die casting as a compromise—it is the only process that can physically produce what is required. The mold is simply rebuilt from sand each time, so there is no machine platen limit, no die capacity constraint, and no injection pressure ceiling to work around.
Geometric Complexity and Internal Features: Sand Casting Offers More Design Freedom
Die casting uses rigid metal dies that must open and close in a straight line, which means every feature of the part must be oriented to allow die separation without undercutting the tooling. Complex internal passages, deep cavities, and undercuts are either impossible or require costly side-action mechanisms that add significant expense to the die.
Sand casting uses expendable molds and cores. A core is a separate sand shape placed inside the mold cavity to create internal voids—hollow chambers, passages, channels, and complex internal geometries that would be physically impossible in a rigid die. This capability is why sand casting is used for engine blocks with water jackets, manifolds with internal flow passages, and valve bodies with multiple internal channels.
What Cores Allow in Sand Casting
- Internal cooling passages in engine and turbine components
- Hollow structural sections that reduce weight without sacrificing strength
- Complex fluid flow channels in pump and valve housings
- Undercut geometries that would lock a part inside a rigid die
- Multiple intersecting internal cavities in a single casting
Die casting can produce cores using soluble or breakaway inserts in some applications, but this adds cost and process complexity that quickly erodes the efficiency advantages die casting normally offers. For parts where internal geometry is a design priority, sand casting is architecturally superior.
Wall thickness requirements also differ significantly. Die casting can produce very thin walls—sometimes as thin as 0.040 inches (1 mm)—which is excellent for lightweight consumer or automotive parts. But it also enforces uniformity requirements to ensure metal flow fills the die. Sand casting is more tolerant of varying wall thicknesses within a single part, which gives design engineers greater freedom when creating complex structures with both thick and thin sections.
Production Volume: Why Sand Casting Is Better for Low-to-Mid Volume Runs
The economics of die casting are built around amortizing a very high fixed tooling cost over a very large number of parts. When that amortization works—when you are producing 50,000, 100,000, or 500,000 identical parts—die casting's low per-unit cost becomes compelling. The die casting process is fast: a typical aluminum die casting cycle takes between 30 and 60 seconds, and machines can run with minimal labor in high-automation environments.
But outside of that high-volume context, the math inverts. For a buyer who needs 500 custom manifold housings per year, spending $50,000 on a die casting die means the tooling cost alone adds $100 per part before a single pound of aluminum has been melted. The same part in sand casting, with a $3,000 pattern, adds only $6 in tooling cost per unit—a difference that rarely disappears even when factoring in sand casting's slower cycle times and higher per-unit labor content.
This is why aerospace, defense, oil and gas, and custom industrial equipment manufacturers rely heavily on sand casting. Their production volumes are often in the dozens to low thousands per year. In those contexts, sand casting is not a compromise—it is the only rational economic choice.
Break-Even Volume Between Sand Casting and Die Casting
The crossover point at which die casting becomes more economical than sand casting depends on part complexity, size, and material. As a general benchmark:
- For small aluminum parts under 2 lbs, die casting often becomes competitive above 10,000–20,000 parts per year
- For medium parts between 2–10 lbs, the break-even moves to 25,000–75,000 parts per year
- For large or complex parts, sand casting often remains cost-effective at any commercially reasonable volume
These are rough estimates, and actual break-even points should always be calculated for a specific application. But they illustrate that the majority of industrial casting applications—especially in sectors where customization, reliability, and material performance matter more than price per unit—fall well within the sand casting advantage zone.
Porosity and Mechanical Properties: Addressing the Die Casting Weakness
One of the least-discussed disadvantages of die casting is the porosity problem. When molten metal is injected into a die at high pressure, air can become trapped within the part, creating microscopic voids—porosity—that compromises structural integrity. High-pressure die castings are often unsuitable for heat treatment because the heat causes trapped gases to expand, causing blistering or distortion that ruins the part.
This is a significant engineering constraint. Many aluminum and magnesium alloys develop their full mechanical properties only after solution heat treatment and aging (T6 temper, for example). If the casting process itself prevents heat treatment, the final part is working with a fraction of the material's potential strength and hardness. Vacuum die casting and squeeze casting can reduce porosity, but these are premium processes that add cost and are not universally available.
Sand casting, because it fills the mold at lower velocity under gravity or low pressure, produces significantly less entrapped gas. Sand-cast parts can typically be heat-treated without issue, allowing the full alloy properties to be achieved. For structural applications in aerospace, automotive, or heavy equipment where material certification and mechanical properties are critical, this is a decisive advantage.
Additionally, sand cast iron components—particularly ductile iron—exhibit excellent machinability, vibration damping, and wear resistance. These are properties that are inherent to the material and fully accessible through the sand casting process, without the porosity limitations that constrain die casting applications.
Lead Time for New Parts: Sand Casting Gets You Parts Faster in the Early Stages
When a new part is needed quickly—whether for prototype evaluation, emergency replacement, or pilot production—the lead time advantage of sand casting is substantial. Because sand casting patterns are simple and fast to produce, a first article casting can often be delivered in 2 to 6 weeks from design finalization. Some foundries specializing in quick-turn sand casting can deliver prototype castings in as little as 5 to 10 business days.
Compared to die casting, where tooling alone takes 8 to 16 weeks before a single production part is made, the sand casting timeline advantage during new product development is enormous. For companies on aggressive launch schedules, or for maintenance situations where a critical component needs rapid replacement, this difference can translate directly to reduced downtime, faster time-to-market, and lower program risk.
This also makes sand casting the standard choice for replacement parts on aging machinery or legacy equipment where no existing tooling remains. When a 30-year-old industrial press needs a replacement iron housing that was originally made by a company that no longer exists, sand casting allows a new pattern to be made from an engineering drawing or a physical sample, and the part to be reproduced at reasonable cost. Recreating a die casting die for a single replacement part would be economically absurd.
Specific Industries Where Sand Casting Outperforms Die Casting
Understanding which industries rely on sand casting over die casting helps clarify where the real-world advantages concentrate. These sectors consistently choose sand casting because their technical and commercial requirements align with what the process does best.
Oil and Gas Equipment
Valve bodies, pump casings, manifolds, and wellhead components require steel or ductile iron, must handle extreme pressure, and are often produced in low volumes for specific applications. Sand casting delivers the material compatibility, internal geometry capability, and mechanical integrity these applications demand. Die casting cannot compete here.
Mining and Heavy Equipment
Crusher jaws, bucket teeth, wear plates, and structural components for mining machinery are made from manganese steel, chrome iron, and other hard ferrous alloys that die casting cannot process. Parts in this sector routinely weigh hundreds of pounds—far beyond any die casting machine's capacity. Sand casting is the only viable manufacturing route.
Power Generation
Turbine housings, impeller casings, and generator end bells made from stainless steel or nickel alloys for power plants and industrial turbines are universally sand cast. The combination of material requirements, part size, and low annual production volumes makes die casting economically and technically impossible for these applications.
Aerospace and Defense Prototyping
Even in a sector where precision is paramount, sand casting is widely used for prototype development and low-volume structural parts. The ability to iterate quickly, use aerospace alloys, and produce parts that can be fully heat-treated and mechanically tested makes sand casting a standard tool in aerospace casting programs before committing to more expensive manufacturing processes.
Marine and Shipbuilding
Ship propellers, rudder frames, and structural components for marine vessels are often enormous and made from corrosion-resistant bronze, nickel-aluminum bronze, or stainless steel. Sand casting is the only process that can handle these requirements, and it has been the standard method for marine component production for centuries.
When Die Casting Is Actually the Better Choice
A complete answer requires acknowledging where die casting genuinely wins. Die casting is superior to sand casting in three well-defined scenarios:
- High-volume production of small non-ferrous parts: When producing hundreds of thousands of aluminum, zinc, or magnesium parts per year, die casting's per-unit economics are unbeatable. Automotive door handles, electronic enclosures, and small appliance housings are classic examples.
- Surface finish and dimensional consistency: Die casting produces net-shape or near-net-shape parts with surface finishes of 32–63 Ra microinches and dimensional tolerances that often require no post-machining. Sand casting typically produces rougher surfaces (125–500 Ra microinches) and requires more machining to hit tight tolerances.
- Thin-wall lightweight structures: When the design requires walls below 3 mm that still need structural integrity, die casting's high-pressure injection ensures complete fill. Gravity-fed sand casting can struggle to reliably fill extremely thin sections.
Acknowledging these advantages makes the comparison honest. Die casting is not an inferior process—it is a process optimized for a specific set of conditions. When those conditions are not met, sand casting is the better answer in the majority of remaining scenarios.
Environmental and Operational Considerations
Sand casting has an often-overlooked sustainability advantage: sand is recyclable. Modern foundries reclaim and reuse 90% or more of their molding sand through thermal or mechanical reclamation systems. While die casting does not use expendable tooling materials in the same way, the energy intensity of maintaining die casting machines—large hydraulic presses, temperature-controlled dies, and high-pressure injection systems—is considerable.
The scrap rates in die casting are also a factor. Because metal injected into the die also fills runners, overflows, and biscuits (the metal disc from the shot sleeve), die casting scrap rates can run 20–40% of total metal consumed on a typical part, though much of this is recyclable. Sand casting scrap rates, particularly for iron, are often lower in absolute terms per unit of delivered metal when part sizes are large.
From an operational footprint perspective, sand casting foundries are accessible in more geographic locations globally. Die casting requires precision machine tools for die manufacture and large casting machines that represent significant capital investment. For manufacturers in developing markets, or for regional supply chain sourcing, sand casting foundry capacity is far more widely available, which reduces logistics costs and supply chain risk.
Summary: Choosing Sand Casting Over Die Casting
The question of whether sand casting is better than die casting does not have a single universal answer—but it does have a clear answer for the majority of casting applications encountered in industrial and engineering practice. Sand casting is the better choice when:
- Production volumes are below 10,000–25,000 parts per year for typical part sizes
- The required material is iron, steel, stainless steel, copper alloy, or any ferrous metal
- Part size or weight exceeds what die casting machines can physically accommodate
- Design iteration is likely and tooling modification costs must be kept low
- Internal geometry, cores, or complex passages are required
- Heat treatment of the final casting is required for full mechanical properties
- Quick delivery of first articles or prototypes is a priority
- Replacement parts for legacy or custom equipment need to be reproduced
Die casting earns its place in high-volume consumer and automotive manufacturing where aluminum and zinc parts need to be produced at speed, with excellent surface finish, at the lowest possible per-unit cost. But sand casting covers a far broader range of engineering needs, handles a wider variety of materials, scales from single prototypes to thousands of parts, and remains cost-effective across scenarios where die casting's economics simply do not work. For any engineer or procurement professional evaluating casting process options, sand casting should be the starting point—and the burden of justification should be on switching away from it, not on choosing it.