 English
English русский
русский Español
Español
Content
- 1 What Are Aluminum Casting Projects — And Why They Dominate Modern Manufacturing
- 2 The Five Core Aluminum Casting Processes — Compared Side by Side
- 3 Aluminum Casting Alloys — Matching Material to Project Requirements
- 4 Real-World Aluminum Casting Project Examples Across Industries
- 4.1 Backyard Foundry: Sand-Cast Aluminum Knife Guard and Bolster
- 4.2 Architectural Aluminum Casting: Column Caps, Railings, and Ornamental Panels
- 4.3 Automotive: HPDC Engine Blocks and Structural Castings
- 4.4 Electronics Enclosures: Thermal Management Through Casting
- 4.5 Aerospace: Investment-Cast Structural Brackets and Housings
- 4.6 Art and Sculpture: Lost Foam Aluminum Casting Projects
- 5 Design Rules That Prevent Defects in Aluminum Casting Projects
- 6 Melt Quality Control — The Step Most Beginners Overlook in Aluminum Casting
- 7 Post-Casting Operations: Heat Treatment, Machining, and Surface Finishing
- 8 Cost Structure of Aluminum Casting Projects — What Drives Price
- 9 Troubleshooting Common Aluminum Casting Defects
- 10 Sustainable Aluminum Casting — Recycling, Energy, and the Circular Economy
- 11 Emerging Trends in Aluminum Casting — What's Changing the Industry
- 12 Frequently Asked Questions About Aluminum Casting Projects
Aluminum Casting Guide
What Are Aluminum Casting Projects — And Why They Dominate Modern Manufacturing
Aluminum casting projects span everything from small hobbyist backyard pours to high-volume industrial production runs for the aerospace and automotive sectors. The short answer: aluminum casting is one of the most versatile, cost-effective, and scalable metalworking methods available today, and the range of viable projects — from ornamental garden sculptures to structural engine blocks — is genuinely enormous. If you are evaluating whether an aluminum casting approach fits your application, the answer is almost always yes, provided you choose the right casting process for your geometry, tolerance requirements, and production volume.
Aluminum's density sits at roughly 2.7 g/cm³, less than one-third that of steel, yet modern aluminum alloys reach tensile strengths above 500 MPa. That strength-to-weight ratio is what has pushed aluminum casting into so many demanding sectors. The global aluminum casting market was valued at approximately USD 67.5 billion in 2023 and is forecast to exceed USD 95 billion by 2030, according to data published by Grand View Research — a compound annual growth rate driven largely by electric vehicle (EV) adoption and lightweighting mandates across transportation industries.
This article covers the full landscape: the main casting processes, the best aluminum alloys for specific project types, design rules that prevent defects, real-world project examples with production data, finishing techniques, and an honest look at cost and lead time expectations. Whether you are a maker planning a first sand-cast pour or a product engineer evaluating die casting tooling, the information below is organized to be immediately useful.
The Five Core Aluminum Casting Processes — Compared Side by Side
Choosing the right process is the single most consequential decision in any aluminum casting project. Each method offers a different balance of tooling cost, surface finish, dimensional tolerance, minimum wall thickness, and economic order quantity. The table below distills the practical tradeoffs.
| Process | Tooling Cost | Surface Finish (Ra) | Tolerance (typical) | Best Volume Range | Min. Wall Thickness |
|---|---|---|---|---|---|
| Sand Casting | Low ($500–$5,000) | 12–25 µm | ±0.5–1.5 mm | 1–5,000 pcs | 3–5 mm |
| Permanent Mold (Gravity Die) | Medium ($5,000–$30,000) | 3–6 µm | ±0.25–0.5 mm | 1,000–50,000 pcs | 2–3 mm |
| High-Pressure Die Casting (HPDC) | High ($20,000–$200,000+) | 1–2 µm | ±0.05–0.15 mm | 10,000–1,000,000+ pcs | 0.8–1.5 mm |
| Investment Casting (Lost Wax) | Medium-High ($3,000–$50,000) | 1.5–3 µm | ±0.1–0.25 mm | 100–20,000 pcs | 1–2 mm |
| Lost Foam Casting | Low-Medium ($1,000–$15,000) | 5–10 µm | ±0.3–0.8 mm | 500–30,000 pcs | 2–4 mm |
Sand Casting: The Entry Point for Custom Aluminum Projects
Sand casting remains the most accessible aluminum casting method for custom, low-volume, or prototype work. Green sand (a mixture of silica sand, bentonite clay, and moisture) is packed around a wood or urethane pattern, the pattern is removed, and molten aluminum — typically at 660–720°C — is poured into the cavity. Cycle times are slow compared to die casting, but there is essentially no upper size limit. The GM Casting plant in Defiance, Ohio, pours sand-cast aluminum engine blocks weighing over 40 kg each using automated matchplate molding lines — demonstrating that sand casting scales beyond hobby use when tooled properly.
For backyard foundry projects, green sand is inexpensive to mix and reuse. A basic two-part flask setup can produce excellent results with alloys such as A356 or 319. The critical variable is moisture content: too wet produces steam porosity; too dry collapses. The target is roughly 2–4% moisture by weight, easily checked with a pinch test.
High-Pressure Die Casting: Volume, Precision, and Thin Walls
HPDC injects molten aluminum into a hardened steel die at pressures of 10–175 MPa, filling the cavity in milliseconds. The process is exceptionally fast — cycle times of 30–120 seconds are common for medium-complexity parts — and produces near-net-shape parts with wall thicknesses as low as 0.8 mm in optimized designs. The automotive sector is the dominant user. According to the Aluminum Association, approximately 75% of all automotive aluminum castings are produced via HPDC, including engine crankcases, transmission housings, and increasingly, large structural components produced by mega-casting machines (giga presses) with clamping forces up to 9,000 tons, a technology pioneered by Tesla and now adopted by Toyota, Volvo, and others.
The main tradeoff of HPDC is porosity: air entrapment during rapid fill creates microscopic voids that can compromise structural integrity and prevent heat treatment. Vacuum-assisted die casting (VADC) reduces this significantly, enabling T6 heat treatment and pushing tensile strength above 300 MPa even with secondary silicon alloys.
Aluminum Casting Alloys — Matching Material to Project Requirements
Not all aluminum alloys pour or perform the same way. Casting aluminum alloys are designated by a four-digit system (e.g., A380, A356, 319) that indicates their primary alloying elements and composition. The choice of alloy affects fluidity, hot-tear resistance, mechanical strength, corrosion resistance, and machinability — all of which vary significantly between alloy families.
A380
A380 — The All-Purpose HPDC Workhorse
A380 (Al-Si8.5Cu3.5) accounts for over 85% of all aluminum die castings in North America, per the Aluminum Association. Its high silicon content (7.5–9.5%) gives excellent fluidity and minimal shrinkage, while copper additions push tensile strength to 317 MPa as-cast. Not suitable for anodizing (copper content causes staining), but takes powder coat and paint exceptionally well. Used for electronics enclosures, automotive brackets, power tool housings, and pneumatic manifolds.
A356
A356 — The Structural and Appearance Alloy
A356 (Al-Si7Mg0.3) is the standard choice for sand and permanent mold projects where T6 heat treatment is planned. After solution treating at 538°C and artificial aging at 154°C, A356-T6 delivers tensile strength of 262 MPa and yield strength of 186 MPa — substantially better than as-cast values. Low copper content means it anodizes cleanly, making it popular for architectural castings, lighting fixtures, aftermarket wheels, and aerospace housings. The alloy's excellent weldability is a secondary advantage for repair or fabrication work.
319
319 — Automotive and General Engineering
319 (Al-Si6Cu3.5) is the traditional choice for sand-cast engine components — cylinder heads, intake manifolds, and transmission cases. Its copper content gives good strength at elevated temperatures, which matters when the operating environment exceeds 150°C. Ford, GM, and Chrysler have used 319-family alloys for decades in pushrod and OHC engine heads. The alloy machines cleanly and accepts hard anodizing reasonably well if copper content is controlled to the lower end of the specification.
535
535 (Almag 35) — Marine and Corrosion-Resistant Projects
For projects exposed to saltwater or high-humidity environments — marine hardware, coastal architectural elements, chemical processing equipment — 535 (Al-Mg6.8) offers exceptional corrosion resistance, good weldability, and a natural bright finish after anodizing. Its lower silicon content makes it more difficult to cast (higher hot-tear susceptibility) and demands careful gating design and controlled pour temperatures. Tensile strength as-cast is approximately 240 MPa, comparable to A356-T6 without the need for heat treatment.
Real-World Aluminum Casting Project Examples Across Industries
The breadth of aluminum casting projects in active production is wider than most people realize. The examples below cover hobbyist, industrial, architectural, and consumer product contexts, each with relevant process and alloy data.
01
Backyard Foundry: Sand-Cast Aluminum Knife Guard and Bolster
A popular entry-level aluminum casting project in the maker community involves sand-casting knife guards, finger guards, and bolsters for custom blades. The parts are small (typically under 50 g), geometrically simple, and tolerate the surface roughness typical of green sand casting. A356 or scrap pistons (often 4032 alloy) work well. Melt temperature should be held at 700–730°C to ensure complete fill without excessive gas absorption. Finishing with 120-grit to 600-grit wet-and-dry sandpaper followed by buffing achieves a near-mirror appearance with no post-casting heat treatment.
02
Architectural Aluminum Casting: Column Caps, Railings, and Ornamental Panels
Architectural aluminum casting projects have a long history — the aluminum cap on the Washington Monument, installed in 1884, remains one of the earliest recorded uses of precision aluminum casting. Modern architectural projects use permanent mold or sand casting with A356 or 535 alloys. Typical applications include ornamental stair railings, decorative column capitals, building facade panels, and custom door hardware. Anodizing — particularly hard-coat anodizing to 25–50 µm — provides durable, low-maintenance corrosion protection that can be colored to match design specifications. Several manufacturers in the Gulf Coast region supply sand-cast architectural elements with lead times of 4–8 weeks for custom patterns.
03
Automotive: HPDC Engine Blocks and Structural Castings
Modern compact car engines use aluminum alloy blocks almost universally. The BMW N52 inline-six, introduced in 2004, uses a magnesium-aluminum composite block with a cast aluminum bedplate and an A380-derivative crankcase — a design that shaved 10 kg from the earlier iron-block engine. Contemporary EV battery tray structures, such as those used in Rivian and Hyundai Ioniq platforms, are multi-cavity HPDC aluminum castings with integrated cooling channels, combining up to seven previously separate stamped-and-welded parts into a single net-shape casting. This consolidation reduces assembly time and improves structural rigidity at roughly 30% lower mass compared to equivalent steel constructions.
04
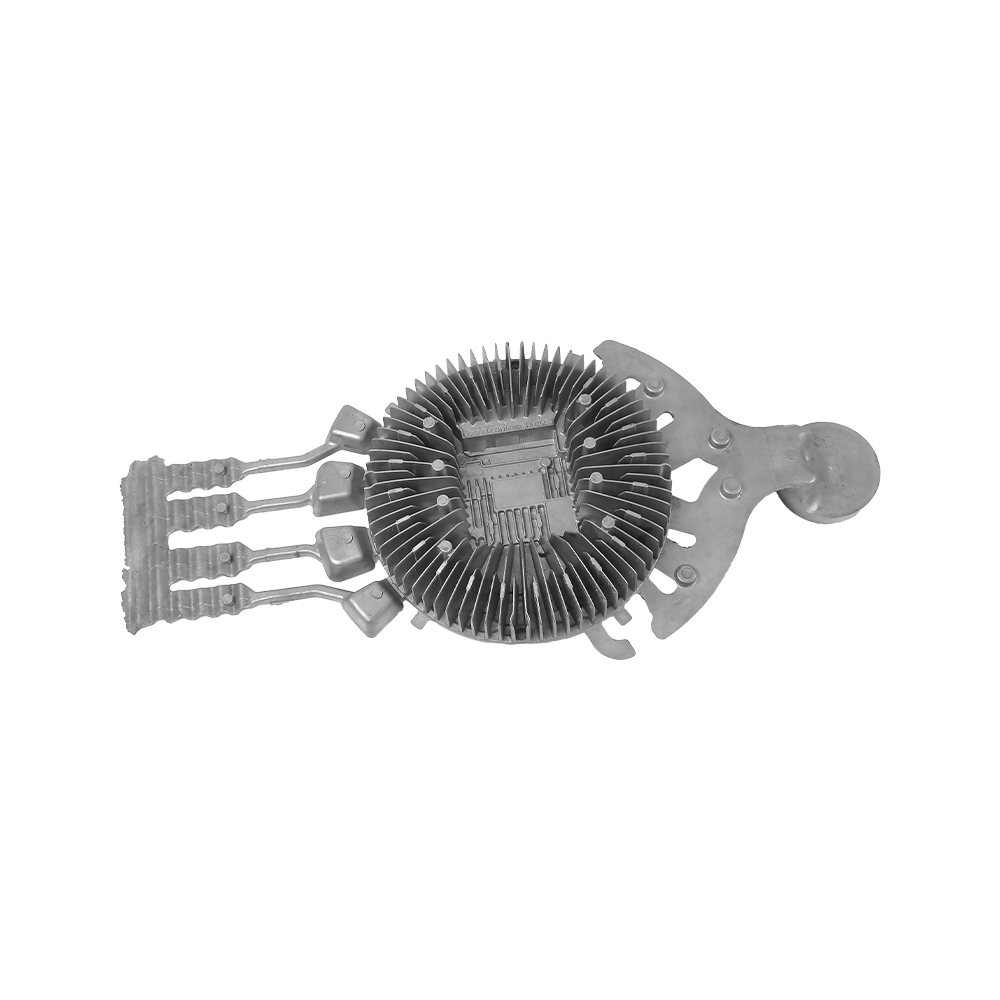
Electronics Enclosures: Thermal Management Through Casting
High-power electronics — motor drives, power inverters, telecom base station amplifiers, LED drivers — frequently use aluminum casting for enclosures because the material serves double duty as both housing and heatsink. A380 HPDC enclosures with integrated fins achieve thermal resistance values of 0.5–1.5°C/W in natural convection, sufficient for many industrial applications without forced air. For RF shielding applications, wall thickness of 3–5 mm in A380 provides effective attenuation above 500 MHz. Investment casting is preferred when complex internal flow channel geometry is needed for liquid-cooled cold plates.
05
Aerospace: Investment-Cast Structural Brackets and Housings
Investment casting with A356 or A357 alloys is standard practice for airframe brackets, avionics housings, and hydraulic manifolds where geometry complexity and tight tolerances eliminate machining as a cost-effective option. Typical aluminum investment castings used in aircraft achieve dimensional tolerances of ±0.13 mm and surface finishes of 3.2 µm Ra without additional machining. The process allows undercuts, thin walls, and organic contours that sand casting cannot reliably produce. Companies like Precision Castparts and Hitchiner Manufacturing supply such aerospace aluminum investment castings to Boeing, Airbus, and Lockheed Martin platforms.
06
Art and Sculpture: Lost Foam Aluminum Casting Projects
Lost foam casting is popular among sculptors and artists because EPS foam can be shaped, carved, and assembled without any draft angle or core box — the foam is consumed by the molten aluminum during the pour, leaving a precise replica of the original model. Community art foundries in cities like Chicago and Portland offer open access to lost foam aluminum pouring sessions. Alloy choice is less critical for purely decorative pieces; secondary A380 or 383 scrap delivers adequate results with good fluidity. Pours typically use a 2–4 mm sprue and riser system relative to part volume to ensure complete fill of thin sculptural features.
Design Rules That Prevent Defects in Aluminum Casting Projects
Most aluminum casting defects are designed in, not manufactured in. Following established design-for-casting (DFC) guidelines during the CAD phase eliminates the majority of porosity, cold shut, misrun, and hot-tear failures before a single mold is cut. The following rules apply broadly across sand, permanent mold, and die casting processes, with process-specific adjustments noted.
Wall Thickness Uniformity
Non-uniform wall thickness creates differential cooling rates that drive shrinkage porosity toward the last-to-solidify region. The recommended design target is a wall thickness variation of no more than 2:1 between adjacent sections. Where heavy bosses or flanges are unavoidable, coring out material or blending transitions with generous radii reduces the thermal mass differential. For HPDC, target a nominal wall thickness of 2–4 mm for most structural applications; walls above 6 mm begin to accumulate gas porosity unless vacuum-assisted filling is used.
Fillets and Radii at All Internal Corners
Sharp internal corners concentrate stress and create hot spots during solidification. A minimum internal fillet radius of 1.5 × wall thickness is recommended by ASM International's Aluminum Casting Design guidelines. Even a 1 mm radius dramatically reduces stress concentration factors compared to a truly sharp corner. External corners can be sharper (0.5 mm radius minimum) but should never be completely square in cast aluminum.
Draft Angles for Mold Release
All surfaces parallel to the direction of mold draw require draft angles. Standard minimums are 1–2° for sand casting, 1–3° for permanent mold, and 0.5–1.5° for HPDC on external surfaces (slightly more on internal surfaces because the casting shrinks onto cores). Insufficient draft leads to die wear, core breakage, and extraction difficulty that eventually damages the casting. Mold-facing surfaces should have no draft; specify clearly in the drawing which direction is the parting plane.
Gating and Risering for Directional Solidification
Good gating design feeds liquid metal progressively from thin to thick sections, ensuring that the heaviest regions remain connected to a liquid reservoir — the riser — until fully solidified. The Chvorinov rule (solidification time proportional to (Volume/Surface Area)²) guides riser sizing: a riser must have a modulus at least 1.2× that of the heaviest section it feeds. Simulation software such as MAGMASOFT, Flow-3D, and ProCAST is widely used to validate gating and riser design before cutting production tooling, reducing trial-and-error costs significantly.
Thread and Insert Design in Cast Aluminum
Cast aluminum is too soft for direct coarse threads in heavily torqued fastener applications. Options include: (1) casting in steel or brass threaded inserts — Heli-Coil and E-Z Lok products are popular for retrofit applications; (2) using machined threads post-casting with at least 1.5× thread diameter engagement length; or (3) specifying ultrasonic insert installation for thermoplastic-adjacent designs. HPDC parts can incorporate cored holes to the minimum diameter of 2.0 mm with careful die design, reducing post-cast drilling requirements.
Melt Quality Control — The Step Most Beginners Overlook in Aluminum Casting
The quality of the molten aluminum at the point of pouring determines the quality ceiling of the finished casting. A perfectly designed part cast from poorly prepared metal will still exhibit porosity, oxide inclusions, and reduced mechanical properties. Experienced foundry operators treat melt preparation as seriously as mold design.
Hydrogen Porosity: The Most Common Aluminum Casting Defect
Aluminum dissolves hydrogen readily in its liquid state — liquid aluminum at 750°C can hold approximately 0.65 cm³ per 100 g of metal, compared to just 0.034 cm³ per 100 g in the solid state (per data from the Aluminum Association). When the melt solidifies, the vast majority of that dissolved hydrogen is rejected and forms microscopic bubbles — porosity — throughout the casting. The primary hydrogen sources are atmospheric moisture, wet scrap, oily returns, and wet flux.
Degassing with dry nitrogen or argon through a rotary degassing unit (SNIF process or equivalent) reduces dissolved hydrogen to below 0.10 cm³ per 100 g in commercial practice — well below the threshold for visible porosity in most casting geometries. Hobbyists without rotary degassing equipment can use hexachloroethane tablets (with appropriate ventilation — the process generates chlorine gas) or simply minimize moisture exposure to the melt by preheating all tooling and keeping furnace lids closed.
Oxide Inclusions and Flux Practice
Aluminum oxidizes instantly on exposure to air, forming a thin but persistent alumina (Al₂O₃) skin. Turbulent pouring folds this skin into the melt, creating oxide bifilms that act as crack initiation sites in the solidified casting. The late Professor John Campbell of the University of Birmingham spent decades documenting how oxide bifilms are the root cause of most aluminum casting mechanical property scatter — tensile strength variability of 30–40% in identical castings often traces back to bifilm distribution.
Practical countermeasures include: bottom-pouring ladles instead of top-pour lip ladles, ceramic foam filters in the gating system (20–30 ppi for aluminum), reduced pour height and controlled pouring velocity, and minimizing turbulence at the mold entrance. Flux additions (covering fluxes such as potassium chloride/sodium chloride mixtures) protect the melt surface from atmospheric oxidation between heats and help coalesce oxide particles for skimming before pouring.
Temperature Control and Superheat
Most aluminum casting alloys have liquidus temperatures between 555°C and 615°C. Pouring at excessive superheat (more than 80–100°C above liquidus) increases gas absorption, oxide formation, and die erosion in HPDC. Pouring too cold creates misruns and cold shuts — areas where the metal front solidifies before filling the mold. The optimal pouring temperature for most applications falls between 680°C and 740°C, with mold temperature also playing a significant role: permanent molds are typically preheated to 200–350°C for aluminum.
Post-Casting Operations: Heat Treatment, Machining, and Surface Finishing
Most aluminum casting projects require at least some post-casting work. The operations below are presented in the order they would typically be performed in production.
Step 1
Degating and Shakeout
Sand castings are shaken out of the mold once solidified (usually within 5–30 minutes depending on part weight). Runners and risers are removed by sawing, grinding, or hydraulic breaking. HPDC parts are trimmed in a dedicated trim die that shears flash and runners in a single press stroke, with cycle times of 5–15 seconds per part. Parting line flash on sand castings typically requires hand grinding to blend flush with the casting surface.
Step 2
Heat Treatment (When Specified)
The T6 temper designation — solution heat treat followed by artificial aging — is the most widely specified heat treatment for aluminum castings. For A356:
- Solution treatment: 538°C ± 6°C for 4–12 hours (depending on section thickness)
- Quench: water at 60–80°C (warm quench minimizes residual stress distortion)
- Age: 154°C ± 6°C for 6–12 hours
This sequence dissolves Mg₂Si precipitates into solution and then re-precipitates them as a fine dispersion that impedes dislocation motion, increasing yield strength from approximately 83 MPa (F temper) to 186–207 MPa (T6 temper).
Step 3
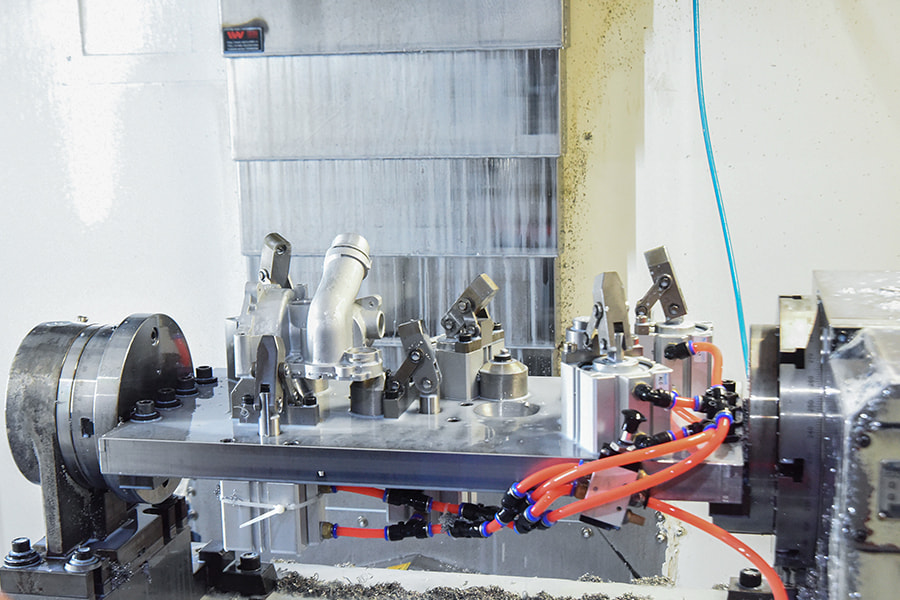
CNC Machining of Critical Surfaces
Cast aluminum machines exceptionally well — tool life is typically 10–20× longer when machining aluminum versus steel at equivalent chip load conditions. High-speed CNC machining of cast aluminum uses carbide tooling, cutting speeds of 300–600 m/min (surface feet per minute: 1,000–2,000), and flood coolant or minimum quantity lubrication (MQL). Datum features machined into the casting — pads, bores, and locating holes — establish the reference frame for all subsequent machining operations. For high-volume HPDC parts, dedicated transfer lines with cycle times under 60 seconds per part are common in automotive casting cells.
Step 4
Surface Finishing Options for Aluminum Castings
The range of finishing options for aluminum casting projects is broad:
- Anodizing: Electrochemical oxidation that grows a dense alumina layer of 5–25 µm (Type II) or 25–100 µm (Type III hard anodize). Provides excellent corrosion and wear resistance. Best with A356 or 535 alloys.
- Powder Coating: Electrostatic application of thermosetting polymer powder, cured at 160–200°C. Excellent UV resistance, wide color range, cost-effective for medium to high volumes. Compatible with all casting alloys.
- Chromate Conversion Coating: Trivalent chromate (Alodine/Iridite) provides corrosion protection and paint adhesion primer for aerospace and defense applications. RoHS compliant with trivalent formulations.
- Shot Blasting and Vibratory Deburring: Mechanical finishing that removes burrs, improves surface appearance, and can be used to create compressive residual stresses (shot peening variant) that improve fatigue life by up to 30%.
- Electroless Nickel Plating: Deposits a uniform 10–50 µm nickel-phosphorus layer that significantly improves hardness (500–700 HV after heat treatment) and wear resistance, used for molds, bushings, and sliding surfaces.

Cost Structure of Aluminum Casting Projects — What Drives Price
Understanding the cost drivers helps project engineers make better process selection decisions and gives procurement teams a framework for evaluating quotes from casting suppliers.
Troubleshooting Common Aluminum Casting Defects
Even experienced foundry operators encounter defects. The table below maps the most common aluminum casting defects to their root causes and corrective actions.
| Defect | Appearance | Primary Cause | Corrective Action |
|---|---|---|---|
| Gas Porosity | Round voids, smooth walls, random distribution | Dissolved hydrogen in melt | Degas melt; dry all tooling and scrap; reduce superheat |
| Shrinkage Porosity | Irregular voids, rough walls, in heavy sections | Inadequate feeding / risering | Increase riser size; add chills to heavy sections; redesign for uniform wall |
| Cold Shut | Linear seam on surface, weak interface | Two metal fronts that cooled before meeting | Increase pouring temperature; improve gating to merge flows earlier |
| Hot Tearing | Ragged crack at fillet or section change | Thermal stress during late-stage solidification | Increase fillet radii; add flexibility to cores; preheat mold |
| Oxide Inclusions | Dark streaks or films visible on machined section | Turbulent pouring, folded oxide skins | Reduce pour height; use ceramic foam filter; avoid remelting dross |
| Misrun | Incomplete fill, rounded incomplete edges | Metal too cold, thin section, poor venting | Increase pour temperature; thicken thin walls; add vents to mold |
Sustainable Aluminum Casting — Recycling, Energy, and the Circular Economy
Aluminum is the most recyclable structural metal in common use, and this property fundamentally changes the sustainability calculus of aluminum casting projects compared to steel or zinc alternatives. Recycling aluminum requires only 5% of the energy needed to produce primary aluminum from bauxite ore — approximately 2–3 kWh/kg for secondary versus 45–55 kWh/kg for primary production (data from the International Aluminium Institute, 2023). The carbon footprint difference is equally dramatic: secondary aluminum generates roughly 0.5–1.0 kg CO₂ per kg of metal compared to 8–12 kg CO₂ per kg for coal-powered primary smelting.
Over 75% of all aluminum ever produced is still in use today, according to the Aluminum Association. The automotive sector has the highest aluminum recycling rate of any end use — end-of-life vehicles provide a dense, segregated source of clean casting alloy scrap that flows back into secondary HPDC alloy production with minimal quality degradation. This closed-loop efficiency is one reason automakers cite aluminum casting as a sustainability-positive design choice even on energy-intensive vehicle platforms.
For foundry operations, energy recovery from furnace exhaust gases, real-time melt chemistry monitoring to minimize remelting cycles, and ceramic fiber furnace linings that reduce heat loss by 15–25% compared to older refractory designs are all contributing to reduced environmental footprints in modern aluminum casting facilities. Several European foundries — including Rheinfelden Alloys and Novelis — have committed to carbon-neutral aluminum casting operations by 2030 through a combination of renewable energy sourcing and offset programs.
Emerging Trends in Aluminum Casting — What's Changing the Industry
The aluminum casting industry is undergoing meaningful technical change driven by electrification, digital manufacturing, and new alloy development. Understanding these trends is relevant for anyone planning multi-year aluminum casting programs.
Mega-Casting and Structural Integration
Tesla's use of 6,000-ton and 9,000-ton giga presses to cast entire EV rear underbody sections as a single aluminum die casting — replacing 70–100 individual stamped and welded parts — has triggered significant interest across the automotive industry. Toyota, Volvo, General Motors, and several Chinese OEMs have announced similar programs. The castings use custom high-vacuum die casting with Al-Si-Mg alloys specifically developed for structural mega-casting, achieving elongations above 10% and tensile strengths above 250 MPa as-cast, without heat treatment. This development fundamentally changes the economics of body structure manufacturing at volumes above 100,000 units per year.
3D Printed Sand Molds and Cores
Binder jet printing of silica sand molds (using systems from ExOne/Desktop Metal, Voxeljet, and Viridis3D) has removed the pattern-making step from sand casting, enabling single-piece production of complex aluminum castings with internal passages that are geometrically impossible to core with conventional methods. Lead time from CAD file to first cast part is now 3–5 business days with printed sand molds, versus 4–8 weeks for conventional pattern and tooling. Ford, John Deere, and several aerospace companies are using printed sand molds for prototype and low-volume production aluminum castings, with part costs that are competitive with machined alternatives for complex geometries.
Real-Time Process Monitoring and AI Quality Control
Sensor arrays embedded in die casting machines now capture shot pressure profiles, die surface temperatures, and metal velocity data at millisecond resolution. Machine learning models trained on historical defect data can predict shrinkage porosity and cold shut probability from shot profile signatures before the part is removed from the die — enabling automatic rejection of out-of-specification shots without X-ray inspection. Several Tier 1 automotive casting suppliers report scrap rate reductions of 30–50% after deploying such real-time monitoring systems, translating directly to lower cost and improved sustainability metrics.
Alloy Development for Electric Vehicle Thermal Management
EV battery cooling plates require aluminum casting alloys with high thermal conductivity, excellent pressure tightness (no porosity), and the ability to form brazed joints. Standard A380 has thermal conductivity of approximately 96 W/m·K — adequate but not optimal. New alloys in the Al-Si-Mg family with controlled iron and copper content are being developed by companies including Novelis, Constellium, and Impol to achieve conductivity above 160 W/m·K in the as-cast condition, enabling more compact and efficient liquid-cooled battery systems. This is an active area of alloy research with multiple patents filed in 2022–2024.
Frequently Asked Questions About Aluminum Casting Projects
What is the best aluminum alloy for a first casting project?
For beginners using a backyard furnace and green sand molds, recycled pistons (typically 4032 or 2618 alloy) or clean A356 ingot are both excellent starting points. Both have good fluidity at typical backyard pour temperatures of 700–730°C, and neither has significantly toxic alloying additions. A356 is slightly more forgiving of moisture in the sand because its silicon content improves fluidity even at lower temperatures. Avoid unknown scrap from electronics or coated parts — contaminants from solder, zinc die cast, or plating can produce toxic fumes and poor casting quality.
How do I prevent porosity in my aluminum castings?
Porosity has two root causes: dissolved hydrogen (gas porosity) and inadequate feeding of shrinkage (shrinkage porosity). To address gas porosity, keep all mold materials and metal dry, use a covering flux, and degas the melt before pouring. To address shrinkage porosity, ensure your riser is large enough to remain liquid after the casting has solidified — the riser modulus must exceed the heaviest casting section modulus by at least 20%. Chills placed adjacent to heavy sections also help by accelerating local solidification to reduce shrinkage demand.
What is the minimum wall thickness achievable in aluminum casting?
Minimum wall thickness depends on the casting process. High-pressure die casting achieves the thinnest walls — as low as 0.8 mm in optimized die designs with high-velocity metal injection. Investment casting reliably achieves 1.0–1.5 mm. Permanent mold (gravity die) casting handles 2–3 mm minimums. Sand casting typically requires 3–5 mm minimum walls for reliable fill, though skilled foundry operators have achieved 2 mm in smaller parts with high silicon fluidity alloys and well-gated molds.
Can cast aluminum be welded?
Yes, many aluminum casting alloys can be welded, but the process requires care. A356 and 535 alloys are the most weldable common casting alloys. Gas tungsten arc welding (GTAW/TIG) with 4043 or 5356 filler wire is standard practice. HPDC parts containing A380 are generally considered unweldable in structural applications due to the copper content and gas porosity that releases during welding. If welding cast aluminum, preheat the area to 150–200°C to reduce thermal shock cracking, and post-weld stress relief at 175°C for 2–4 hours is recommended for structural joints in A356.
How long does it take to get aluminum castings made?
Lead times vary enormously by process and supplier location. For 3D-printed sand mold castings (prototype quantities), first-article lead times of 3–10 business days are achievable from established suppliers. Conventional sand casting with a new pattern: 4–8 weeks for pattern fabrication plus 1–2 weeks for casting. HPDC with new tooling: 10–20 weeks for die manufacturing, then production quantities in 2–4 weeks. Investment casting: 8–16 weeks for tooling, 3–6 weeks for production. Expedited tooling programs at higher cost can compress these timelines by 30–50% with premium suppliers.
What is the difference between die casting and sand casting aluminum?
Sand casting uses expendable sand molds that are destroyed to release the part — enabling complex geometry and very large parts, but with lower surface finish, wider tolerances, and slower cycle times. Die casting uses permanent hardened steel molds (dies) and injects metal under high pressure — achieving excellent surface finish (1–2 µm Ra), tight tolerances (±0.05–0.15 mm), and very high production rates (30–120 second cycles), but with high tooling costs and minimum quantity requirements that make it uneconomical below approximately 10,000 parts. Sand casting is better for prototypes, large parts, and low volumes; die casting excels at high-volume production of small to medium precision components.
Is aluminum casting environmentally friendly?
Aluminum casting using secondary (recycled) alloy is among the more environmentally favorable metalworking processes available. Secondary aluminum requires only 5% of the energy of primary aluminum production and generates a fraction of the CO₂ emissions. The high recyclability of aluminum — with recycling rates above 90% in the automotive sector — and the closed-loop material flow in many foundry operations make it significantly greener than processes using primary metals. The main environmental concerns are fluoride emissions from flux usage (controlled by wet scrubbers in modern foundries) and coolant management in machining operations.
Can I anodize die-cast aluminum parts?
Standard HPDC alloys like A380 (which contains 3–4% copper) do not anodize to a consistent quality finish — the copper content causes brown or black staining in the anodic layer. For anodized appearance surfaces on die-cast aluminum, specify a low-copper alloy such as A360 (copper under 0.6%) or a special cosmetic die casting alloy. A356 and 535 alloys anodize cleanly and take color dyes uniformly. If die casting is required and anodizing is specified, work with your casting supplier to select an appropriate low-copper alloy during the design phase rather than discovering the incompatibility after tooling is built.










