English
English русский
русский Español
Español
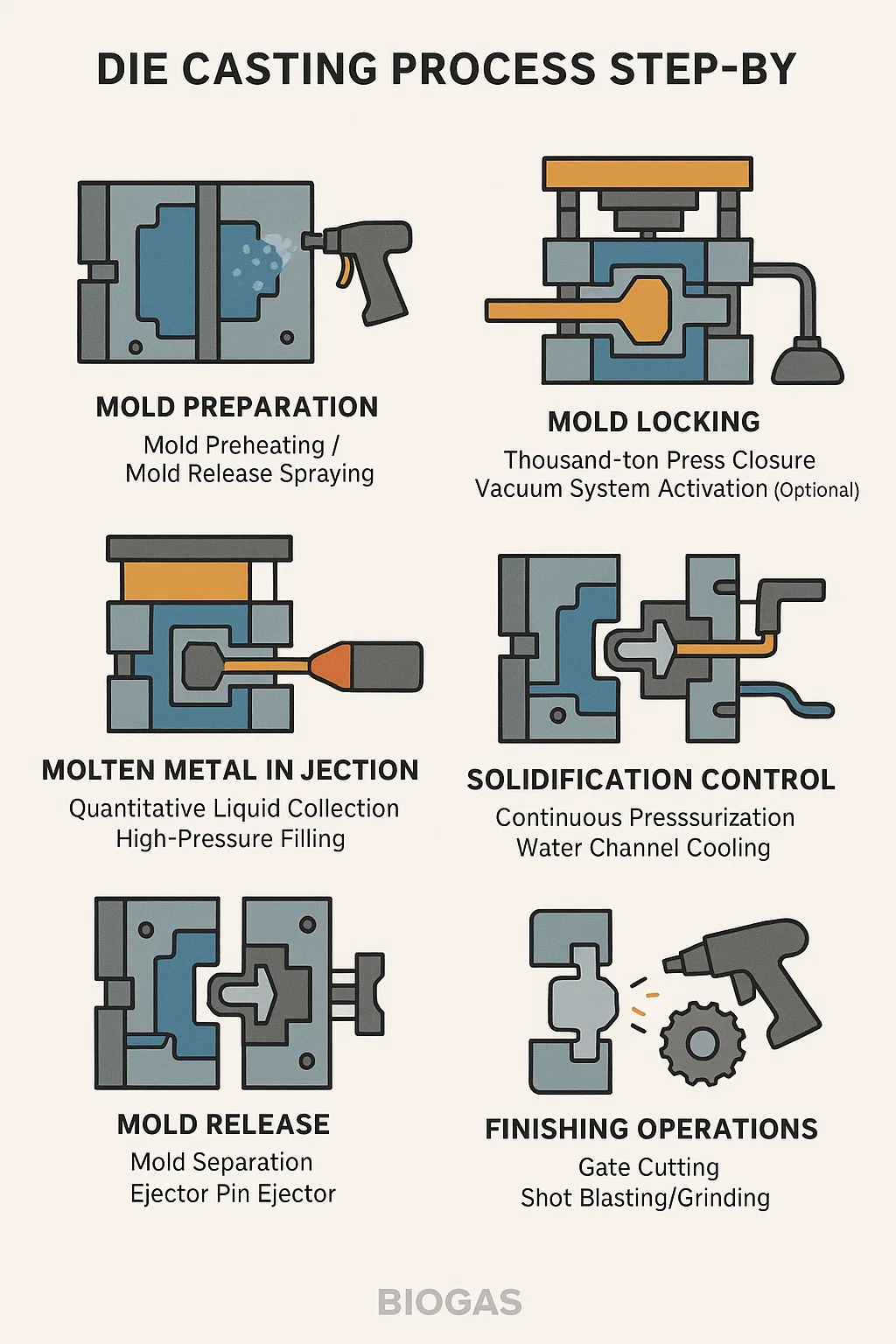
Die Casting Process Step-by-Step
1. Mold Preparation (Core Step)
Mold Preheating: Heat the steel mold to 150-200°C to prevent molten aluminum from splashing or cold shutting.
Mold Release Spraying: Use an air mist gun to evenly spray the cavity (water-based emulsion) to protect the mold and aid demolding.
2. Mold Locking (Critical Safety)
Thousand-ton Press Closure: The upper and lower molds are hydraulically locked to withstand the high injection pressure (>500 tons clamping force).
Vacuum System Activation (Optional): Evacuate air from the mold cavity to reduce air porosity.
3. Molten Metal Injection (High-Velocity Injection)
Quantitative Liquid Collection: Molten aluminum (approximately 660°C) is automatically ladle-fed into the injection chamber from the furnace.
High-Pressure Filling: A plunger injects molten aluminum into the mold cavity at cannonball speed (30-100 m/s), filling the cavity within 0.01-0.3 seconds.
4. Solidification Control
Continuous Pressurization: The plunger maintains high pressure for 10-30 seconds to compensate for the shrinkage of the molten aluminum during solidification.
Water Channel Cooling: Cold water circulates within the mold to remove heat, allowing the part to solidify quickly.
5. Mold Release
Mold Separation: The press is released, and the upper and lower molds open.
Ejector Pin Ejector: A built-in ejector pin ejects the part, removing runner waste (approximately 30% of the material).
6. Finishing Operations
Gate Cutting: Hydraulic shearing removes the gating system and overflow trough.
Shot Blasting/Grinding: Removes burrs and parting line flash.
Heat Treatment (Key Components): T6 hardening increases hardness.