English
English русский
русский Español
Español
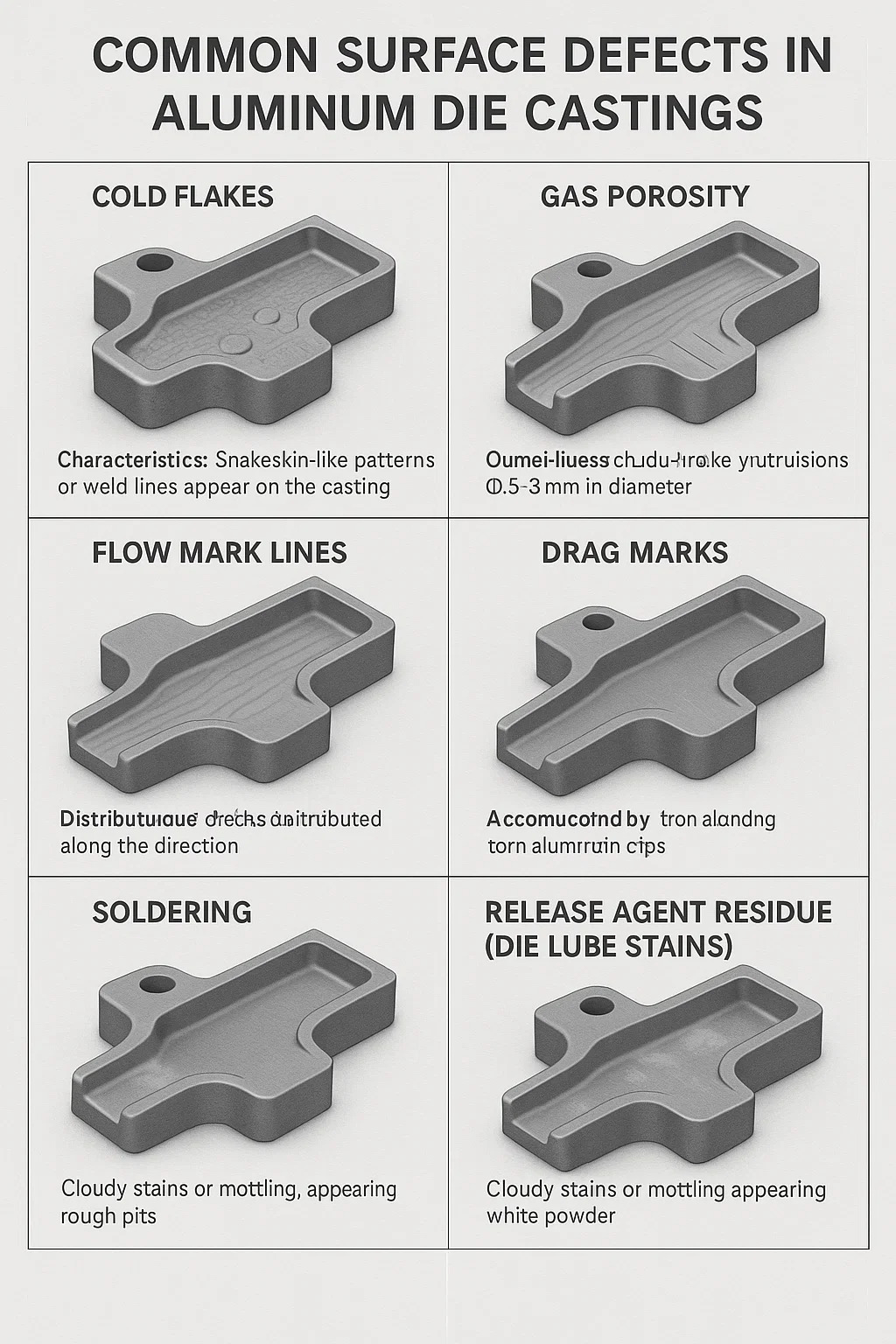
Detailed Explanation of Common Surface Defects in Aluminum Die Castings
1. Cold Flakes
Characteristics: Snakeskin-like patterns or weld lines appear on the casting surface, and the surface feels uneven.
Cause: Low molten aluminum temperature or slow injection speed, resulting in a failure of the two aluminum streams to fuse.
Damage: Sharp decrease in structural strength, especially in thin-walled areas prone to cracking.
2. Gas Porosity
Characteristics: Smooth, bubble-like protrusions (0.5-3mm in diameter) appear on the surface, which rupture to reveal holes.
Causes:
Poor mold venting (blocked ejector pins/parting surface)
Excessive release agent vapor generation
High-risk areas: Roots of ribs and tops of closed cavities.
3. Drag Marks
Characteristics: Long, linear scratches along the draft direction, sometimes accompanied by torn aluminum chips.
Causes:
Insufficient draft angle (e.g., less than 1°)
Scratches or insufficient polishing on the mold cavity surface.
4. Flow Marks Lines
Characteristics: Wavy color streaks distributed along the direction of molten aluminum flow
Causes:
Improper gate design leading to turbulent flow
Aluminum temperature stratification (rapid surface cooling)
5. Heat Checking
Characteristics: A network of microcracks, often occurring in the thick-thin transition zone
Causes:
Local mold overheating (failed cooling water system)
Premature ejection, incomplete solidification of the part interior
6. Soldering
Characteristics: The casting surface adheres to the mold steel, forming rough pits
Causes:
Direct aluminum impaction on the mold steel (e.g., direct gate impaction on the core)
Abrasion of the mold surface coating
7. Release Agent Residue (Die Lube Stains)
Characteristics: Cloudy stains or white powder, mottling after anodizing
Causes:
Poor atomization of the spray, resulting in accumulation in corners
Incomplete removal during the air blowing process